
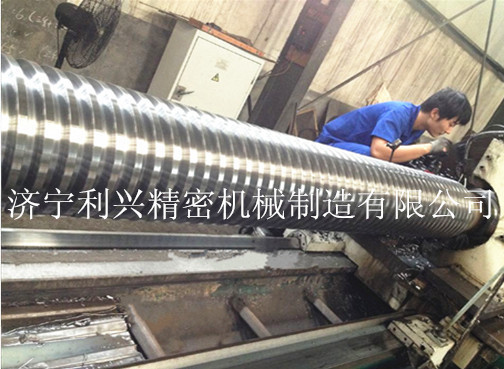
主营:机床配件/传动件/梯形丝杠/大型丝杆/花键轴/光轴/丝杆螺母
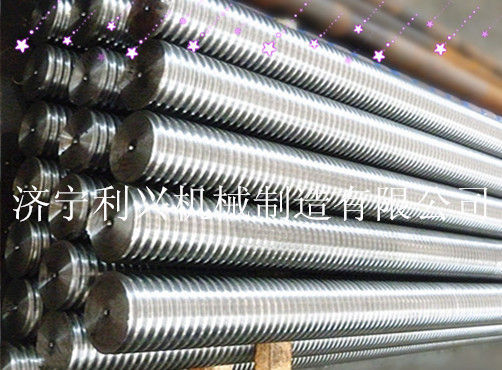
多头螺纹丝杠加工方法及程序设计
多头螺纹的编程方法和单头螺纹相似,采用改变切削螺纹初始位置或初始角来实现。假定毛坯已经按要求加工,螺纹车刀为T0303,采用如下两种方法来进行编程加工。
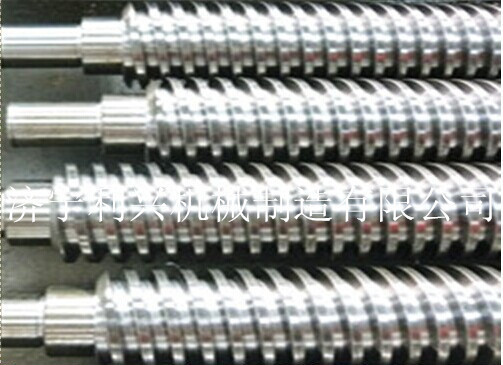
1.用G92指令来加工圆柱型多头螺纹
G92指令是简单螺纹切削循环指令,我们可以利用先加工一个单线螺纹,然后根据多头螺纹的结构特性,在Z轴方向上移过一个螺距,从而实现多头螺纹的加工。程序编辑如图。(工件原点设在右端面中心)
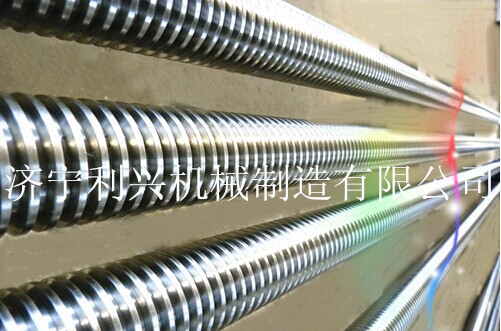
2.用G33指令来加工圆柱型多头螺纹
用G33指令来编程时,除了考虑螺纹导程(F值)外,还要考虑螺纹的头数(P值)来说明螺纹轴向的分度角。
G33
X(U) Z(W) F(E)
P
式中:X、Z——***尺寸编程的螺纹终点坐标(采用直径编程)。
U、W——增量尺寸编程的螺纹终点坐标(采用直径编程)
F——螺纹的导程
P——螺纹的头数





版权所有©2026 产品网