
主营:焊缝跟踪,激光位移,空间定位,机器视觉
波纹板是一种宽幅冷弯型钢,相对于普通平板大大增加了截面惯性矩。因而,波纹板的承载能力也大幅增加,被广泛应用于汽车、航空、建筑等工业生产和日常生活各个领域中。
波纹板包括瓦楞板、夹层板、波浪板、孔眼板和周期性压花板。波纹板的波形有圆弧形、矩形、梯形以及尖角形,而波纹之间有连续的、间隔的以及周期的。
在波纹板焊接过程中,由于波纹板比较薄,在焊接前形状不能很好地保持,所以每次焊接的焊接轨迹都不同,这就需要一种方法来检测轨迹,并指导自动焊接。
要实现这种功能需要对焊缝信息进行采集,然后由焊接机器人或焊接专机根据采集到的轨迹进行主动式动作,来实现沿焊缝轨迹的焊接,***终实现波纹板焊接自动化。此种焊接的实现形式被称为焊缝跟踪。
近些年随着波纹板在货车车厢、集装箱等行业的广泛应用,波纹板完成自动化焊接的需求越来越大。但波纹板自动化焊接还存在许多困难,比如因焊接变形引起的下波板变形给实时焊缝跟踪带来了困难。
实现波纹板焊接自动化的关键是实现波纹板焊缝的实时***跟踪,而结构简单、灵敏度高、动态响应灵敏、传感范围大、抗干扰能力强的传感器是实现波纹板焊缝跟踪的重要前提。
为满足市场需求,北京创想智控研发团队以技术为先导,质量为保证,积极开发可以满足波纹板焊接自动化需求的产品。

以集装箱为例,集装箱是使用了波纹板焊接进行设计,焊接工种劳动强度大,自动化是目前焊接发展的主要趋势。
集装箱波纹板是一种截面呈波浪形的板,厚度多在1~2mm,焊接时对电流和速度要求较严格。在焊接过程中焊缝轨迹沿波纹板梯形截面不断变化,形成多段连续的短焊缝,同时还要保持焊枪同边梁的距离,使焊接时熔池保持在边梁和波纹板间。
另外集装箱的生产过程以弧焊为主,弧焊作业容易产生大量***、强光和噪声,对***有比较大的伤害。如何寻求生产方式改进,减少人员在恶劣环境的暴露,,这是一个急切的诉求,在劳动力成本日益提升的今天更是如此。
由于集装箱波纹板焊接模型的复杂性,及实际焊接条件经常伴随着不可预期的干扰因素,例如:强烈的弧光、高温、飞溅、机械抖动、焊缝坡口状况、工件的加工误差、夹具精度、工件的介质均匀性和焊接生产过程中的热变形等,这些影响都会使焊枪运动轨迹偏离实际焊缝,造成焊接质量难以控制或根本不能够实现自动化焊接。
要实现集装箱波纹板的自动化焊接,***步就得解决焊缝识别的问题,为焊接轨迹跟踪控制及焊接规范的跟踪提供依据。
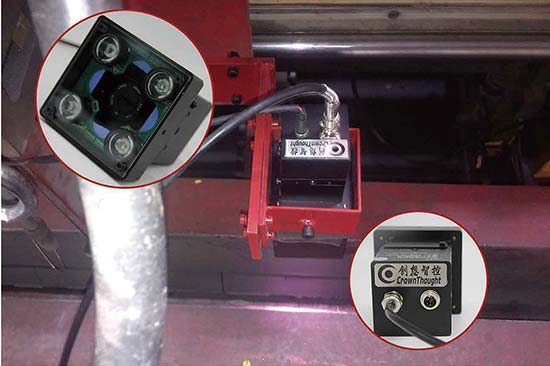
针对以上情况,北京创想智控自主研发生产的焊缝跟踪系统,以非接触式视觉传感器为核心,配合焊接专机或焊接机器人使用,可以解决上述问题。
创想智控的焊缝跟踪系统作用就是***识别出焊缝的位置和形状信息并传递给焊枪(机器人或专机)控制系统,控制系统根据检测结果调整焊枪位置,从而实现焊缝自动跟踪。
在实际生产过程中,投入使用了创想智控焊缝跟踪系统产品的集装箱波纹板制造企业,反馈都称赞这大大提高了其产品的焊接质量及生产效率!
北京创想智控“激光焊缝跟踪系统”

对图像进行处理和模式识别,计算出焊枪与焊缝相对偏差,当焊枪位置与焊缝坡口超过预定偏差范围时,处理系统进行快速运算并执行比例控制,实时调整焊枪方向和焊接位置,对优化焊缝跟踪技术配置使用、提高自动焊质量具有重要意义。
北京创想智控“视觉焊缝跟踪系统”
采用数字化控制结构设计,可在线实时检测跟踪多种焊缝,特别适合紧密拼接长直焊缝,真正实现焊接自动化与智能化。
北京创想智控“焊缝扫描系统”

先扫后焊,可对工件特别是异型复杂工件无需示教编程实现高速扫描,完成对焊缝位置实际轨迹的规划。
我们可以看到,波纹板焊接自动化的进程中,以集装箱为代表的自动化焊接改造升级已经成为很多制造型企业产业调整、提升自身竞争力的重中之重,加装焊缝***之后的集装箱拼板自动焊,可实时跟踪,无需人工调整,其可视化图像,既为企业减省人工,又提高了焊接质量。除此之外,针对深波纹板自动焊接,焊缝跟踪技术对于***弧光、飞溅,均可以实现自动扫描、跟踪精准、焊接成型美观。
未来,创想智控将继续秉承技术创新的理念,深耕各行业的痛点提出解决方案的同时,为中国的智能制造做出自己应有的贡献!
版权所有©2024 产品网