
输送带修补材料
价格:1.00
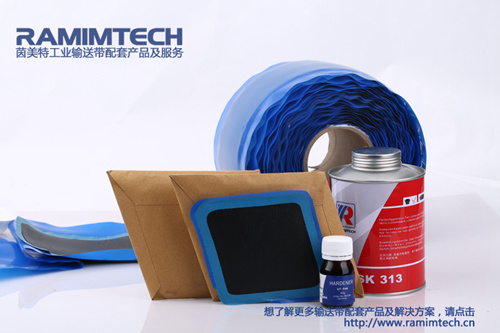
输送带快速冷粘修补材料包含:冷硫化粘接剂SK313、带蓝色半硫化层修补条、清洗剂SK353、菱形修补片、橡胶输送带快速修补剂SK358等。多种材料共同组成输送带冷硫化粘接系统,配合使用完成输送带多种类伤口的修补。冷硫化粘接剂SK313是德国进口双组份合成橡胶型粘接剂,每套由1kg胶水与40g固化剂组成,是整个冷硫化粘接系统的核心,适合于橡胶与橡胶,橡胶与金属,橡胶与织物,织物与织物的粘接,其粘接强度超过德国工业标准,与热硫化强度同级,在输送带修补与冷无缝粘接中有着无可替代的作用。修补条是修补输送带破损的主体,分为普通型与织物层加强型两种,修补条背面蓝色半硫化层有100/150/220/300/400mm等多种宽度规格,每卷长度为10m,在使用时根据输送带类型,伤口大小、深度,选择合适规格的修补条进行裁剪,完成皮带的粘接修补。修补条的蓝色半硫化层能够与粘接剂SK313发生硫化反应融为一体,使得粘接强度大大提高。清洗剂SK353是一种清洁能力极强的产品,不***,***清洗橡胶与金属表面的油污与其他污渍,从而提高橡胶与金属表面的粘接力。菱形修补片材质与修补条相同,都是表面为耐磨合成橡胶,背部为蓝色半硫化层,分为普通型与织物层加强型两种。修补片是裁剪好的规则菱形胶片,有135*160/200*260/270*360/450*470多种规格,适合修补较小的皮带损伤,不会因裁剪而使修补条造成浪费。橡胶输送带快速修补剂SK358不***,双组份,常温固化,用于橡胶输送带表面损伤的紧急修复,滚筒包胶V型接口处的填充处理,也通常用来作为输送带穿透性伤口的内部填充。输送带修补流程打磨使用L1202大功率低速角磨机打磨输送带破损位置,打磨面***好比损伤部位宽2-3cm,打磨深度以埋入修补条后与输送带表面平齐较好(粘贴后不会被清扫器刮蹭脱落)。打磨后不能有光面,如果是织物输送带轻微打磨织物层。清洁用干净毛刷清扫干净打磨后的破损面之后,用专用清洗剂SK353对皮带进行深度清洁,并干燥。涂胶按100:4的比例混合胶水SK313与固化剂,混合均匀后在破损面涂刷一层胶水,干燥后涂刷第二层胶水,在修补条的半硫化层上同样涂刷一层胶水,待胶水似干非干(手指背试涂胶面,略有粘性)时,即可进行粘接。贴合修补条粘接面沿着破损面进行贴合,在贴合过程中尽量避免包入空气。贴合完毕之后,使用压实滚轮由内至外进行滚压,将修补面空气排出、压实。修补完成后,要在修补条连接部位使用胶水涂刷,使修补条边缘的半硫化层自然冷硫化。橡胶修补剂SK358使用方法:先将待修补输送带置于水平位置。将输送带待修补部位进行迂回打磨(建议使用钨钢打磨碟或者钢丝刷),并将打磨之后的表面清洗干净。将AB组分进行混合,然后用搅拌棒搅拌均匀。(大约需要2分钟)涂刷适量的橡胶修复剂,然后用刮板抹平。静待数小时,待表面硬化后即可开机使用。RAMIMTECH(茵美特)冷硫化粘接系统产品均不***,符合井下安全标准,操作时只需1-2人,工具简单,作业速度快,修补粘接后粘接强度高,真正做到即修即用,其优异性能在***同行业中遥遥***。)