

预制直埋聚氨酯保温管电热熔热缩带工艺
价格:188.00
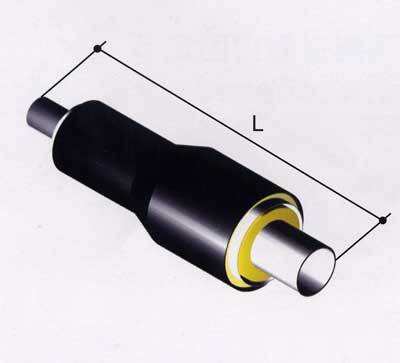
预制直埋聚氨酯保温管电热熔进口热缩带工艺(适用于过河管和高水位地区施工)电热熔工艺参照第三条款中3.4的要求进口热缩带工艺参照Raychem进口热缩带安装要求预制直埋聚氨酯保温管聚氨酯发泡发泡:一电热熔丝聚四氟引线作为发泡孔和放气孔发泡采用机械发泡原料采用拜尔公司CTP4及44V-20L,或采用生产技术部通知要求的其它聚氨酯原料。比例:黒料:白料=1.13:1(机械发泡)手工发泡比例:黒料:白料=1.25:1,上述原料均为采用拜尔公司生产聚氨酯的CTP4,其他原料比例参照厂家的技术说明每天做聚氨酯小样,观察泡沫质量,合格后方可使用聚氨酯***密度:不低于85KG/m³(冬天适当加大聚氨酯密度)根据接口的长度计算聚氨酯的***量预制直埋聚氨酯保温管由于现场条件限制而采用手工发泡应特别注意以下事项:1黑白料比例一定要符合工艺要求2聚氨酯原料一定采用电钻搅拌,电钻应配置合理的搅拌叶;电钻转速≥2000r/min搅拌时间≥15s从两孔溢出的泡沫完全固化后进行敲击检验,泡沫应充实饱满若缺料应进行聚氨酯补料,重新发泡并将孔口部位PU余料清除干净Pe封堵:发泡至少20min后再采用焊塞对发泡孔进行焊接,采用塞焊分别封住发泡孔及出气孔,焊接前彻底清除发泡孔周围的泡沫和泥土,注意PE焊塞焊接一定充分熔焊,焊接牢固。注意:预制直埋聚氨酯保温管对于高水位地区及过河管应加盖美国瑞侃或加拿大CANUSA公司热收缩盖,具体操作如下:清除焊塞周围的油污泥土及水分等采用铜毛刷对PE焊塞及周围进行打毛,打毛范围大于热缩压盖尺寸,注意打毛一定要彻底;用酒精清洗热缩部位用喷灯烘烤热缩表面到60度对压盖胶进行烘烤达到约60-80度吧压盖置于PE焊塞部位,居中不得偏移用喷灯温火进行烘烤至变色点完全变色,交溢出为止采用聚四氟乙烯压滚对压盖进行压实接头发泡工序完成后,在管道接口处做好编号标记认真填写“接口保温质量检测表”保证接口编号和管道接口处编号标记相符)