
主营:内圆磨床,端面磨床,数控磨床
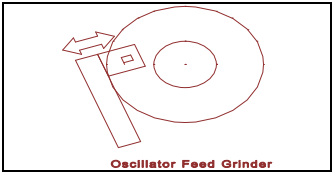
摆臂切入式双端面磨削
了解更多海默摆臂切入式双端面磨床>:
http://www.cbnmachine.com/index.php?s=/blog/Article/lists/category/95.html
摆臂切入式双端面磨削是采用工装进行摆臂切入式磨削,工件在CBN砂轮之间进行磨削。此种方式还可以进行圆形往复震荡磨削。一般应用于加工工件对效率要求不高。但是工件加工余量较大,一般采用此种方式进行双端面磨削的工件的加工余量在0.15mm-0.25mm之间。并且对加工工件的精度要求非常高,CPK在1.33以上。摆臂切入式双端面磨床在三种磨削进给方式中加工效率***低,但是加工精度***高。
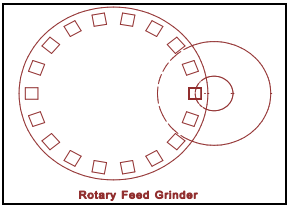
旋转贯穿式双端面磨削
了解更多旋转贯穿式双端面磨床>
旋转贯穿式双端面磨削一般适合中小型工件的加工,旋转进料盘本身具有自动上料和下料的功能,所以比较适合轴承套圈、叶片等工件的加工,旋转贯穿式双端面磨床在三种磨削方式中,加工精度及加工效率都比较高。加工精度在0.003mm-0.005mm之间。
通过式双端面磨削
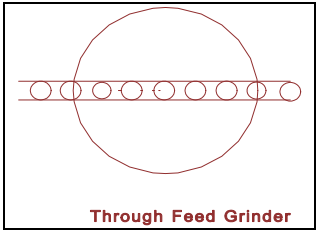
通过式双端面磨床是一种连续加工方式,工件通过送料带一个个进入两个CBN砂轮之间进行连续磨削,这种磨削方式加工效率***高,加工精度***低。一般加工精度控制在0.01mm之内。
总结以上三种双端面磨削方式的优缺点分析:
1.异型工件一般不适合采用通过式双端面磨削方式,因为采用 通过式磨削方式在加工过程中会造成工件翘起,导致进料机构与工件分离,如果采用旋转贯穿式就避免了这个问题。
2.非圆形工件必须通过工件旋转才能达到所需的精度要求,也比较适合旋转贯穿式双端面磨削方式。非圆形的工件一个个进入送料盘将工件进行旋转式磨削。
3.易碎的工件不能采用震荡磨削方式,避免在磨削的过程中产生碰撞。
4.如果工件的厚度公差在0.0005"到0.001"之间,并且加工余量控制在0.06mm以内,一般采用旋转贯穿式双端面磨床加工,旋转贯穿式双端面磨削方式如果加工余量过高或者加工余量不一致是达不到加工精度要求的。
5.如果工件的要求垂直公差较高且要求的加工效率也比较高,一般只能采用旋转贯穿式双端面磨床(特殊情况除外)。
一般工件的形状、精度要求、工件是否可以夹紧或旋转及加工效率等因素决定采用哪种方法来加工。
版权所有©2025 产品网