主营:高频淬火机,中频电炉,超音频加热设备,感应加热设备,数控淬火机床,闭式冷却塔,热处理淬火设备,高频钎焊机,中频热锻电炉,超音频加热炉,实验熔炼炉,小型熔炼炉,打包钢带烤蓝设备,钢带烤蓝生产线,板簧折弯
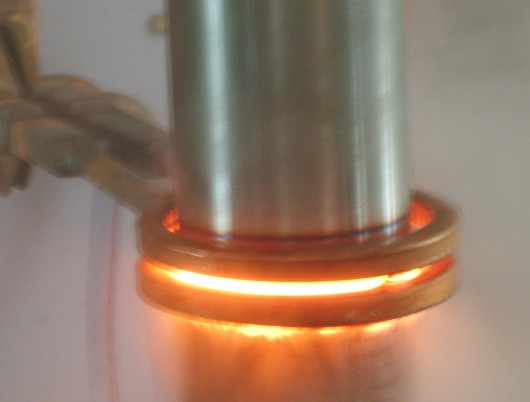
机床主轴的多工位表面淬火热处理
G-70LC数车主轴 CW6163E普车主轴 45钢C6132车床主轴局部淬火 花键高频淬火等 机床主轴主要承受弯曲和扭转负荷。对高速强力切削的机床主轴来说,还承受着很高的弯曲疲劳应力。因此,机床主轴必须具有抵抗各种负荷的能力及足够的刚度。C620车床主轴,要求轴颈,内锥孔及外锥部表面淬火。内锥孔是为安装辅助工卡具而设置的,为了保持莫氏锥度尺寸的***度,需要进行表面的淬火热处理,外锥部是与铜瓦轴承(滑动轴承)相配合,需要高硬度与高耐磨性,也需进行表面淬火,所用材料为45号钢,经正火后(硬度HB≤220),机械加工成型,高频表面淬火后,还要经过磨加工,外锥表面淬火硬度HRC52,内锥及轴颈要求HRC52.硬化层深度2-3mm。
感应器结构比较简单,轴颈根据淬火的长度,感应器一般做成双匝或多匝(根据感应加热电源的频率)进行外圆表面的加热感应器,设有35-45°角的喷水孔,与轴颈间隙为3mm。内锥孔感应器也为单匝的,感应器截面为8*6mm,距锥底处的***小间隙为1.5-2mm。淬火时自内孔低端1.5-2mm处开始,以免底端尖角效应处过热而产生淬火裂纹。外锥部感应器采用双匝感应器,附加一个喷水线圈与感应器焊接在一起。喷水圈共四个进水管,呈交错排列的喷水孔,以使各个部分冷却均匀,感应器与外锥粗端间隙为1.5-2毫米。
可采用我公司的高频感应加热设备YFL-160(YFL-120),装机功率160KW,输出功率在100KW的固态感应高频电炉,配合全自动数控淬火机床(2米立式数控感应淬火机床),实现不同工位的淬火热处理。设备咨询***:15838311591
设备参数如下:
输入功率 120 KW 160KW
三 相 380&plu***n;10% 50-60 HZ
振荡频率 25-35 KHZ,
冷却水压 ≥0.05 MPa
重 量 340 kg
主机体积 1200×700×1870mm3 分机 650×900×760mm3
版权所有©2025 产品网