不锈钢罐体等离子自动焊接设备的应用:
1、方形工件数据
工件材质:S30408
工件长度: 300mm≤3000mm
工件宽度: 300mm≤1000mm
工件高度:450mm≤2000mm
工件厚度: 2.5mm-10mm
工件重量: ≤1000KG
 焊缝型式:直缝对接
焊缝型式:直缝对接
2. 工件的技术要求
焊接方式:无需开坡口 ,单面焊双面成型,百分之二十探伤,二级片合格
组对错边量: 0.5mm≤1mm
焊缝间隙: 0.5mm ≤2mm
焊缝表面处理:
清理焊缝两侧 20mm 范围内油污、毛刺等杂质

3、工件装配要求:
a.对接错边及间隙≤2mm,封头与筒体壁厚不一样时,装配需内平外错。
b.焊缝对接处无油污及水
C.采用手工 TIG 在焊缝正面自熔或加丝点焊
d.大直径薄壁的筒体/筒体环缝焊接,有内部十字支撑
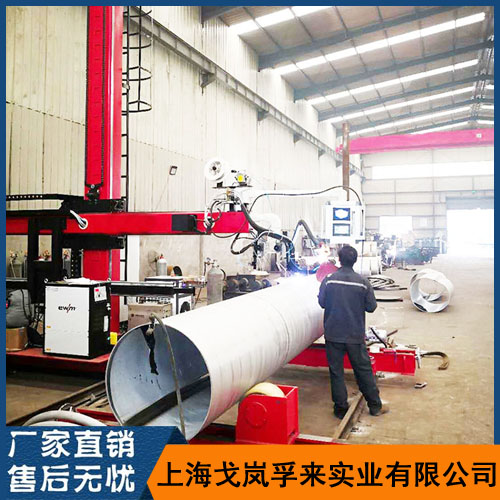
4.直缝焊接配套工装要求:
1)工件固定,焊枪直线行走,机架工装需要满足工件不同尺寸的要求,全自动运转。
2)采用等离子弧焊接方式,等离子电源、自动焊枪、PLC可编程控制系统、电控柜、三维送丝机构、电动十字滑架、焊枪水箱等关键部件要列出详细的设备配置明细(制造厂家、产地等数据)。
3)直流/脉冲电流选,TIG 可选择直流/脉冲档,焊接过程高频引弧,脉冲频率可调,可实现焊接行程设定及自动衰减。
4)1.电源:380V 50Hz 三相交流
2.环境温度-15℃~50℃
3.相对湿度≤90%,室内使用
4.气压:0.4MPa-0.7MPa。海拔:1000m 以下
5.额定负荷下连续每天工作24小时,性能稳定。抗震性好,不受周边环境及机床影响。
5.预验收及终验收
验收分为预验收和终验收。在发货前,甲方派代表到乙方生产现场进行设备预验收。预验收合格后按照商务合同约定条款发货。
1)设备预验收
设备出厂前由甲方派专人到乙方工厂对设备进行预验收;
验收设备供货范围之完整性及功能性;
2) 终验收,在甲方设备安装现场进行终验收,按合同、技术协议及装箱单的要求进行验收: 以技术协议约定之 2 种规格的试件进行试焊验收,产品质量符合技术要求作为终验收标准;如甲方在设备安装结束后 5 个工作日内仍不能及时足量提供双方约定的试板型号,视为设备自动通过终验收。


17717640203
版权所有©2025 产品网

