
主营:Continental马牌同步带SYNCHROFLEX同步皮带ContinentalContiTech康迪泰克中国代理德国马牌人字齿同步带轮NSK进口轴承提升机皮带三角带同步轮
|
|
| 来源:www.hxbelt.com |
|
玻璃夹层生产线 PVB 膜片同步带型切割装置
1 、玻璃夹层生产线 PVB 膜片同步带型切割装置,包括微型减速机( l )、轴承( 3 )、轴套( 4 )、电机( 6 )、切割刀片( 8 )、气缸( 10 )、刀柄( 11 )、轴端挡板( 14 )、 I 即 s 直线导向系统( 15 )、刀架( 16 )、支点轴( 17 )及机架( 20 ) ,其特征是在机架( 20 )上连接底板( 21 )、 ( 22 ) ,在底板( 21 )上连接左箱体( 18 ) ,在底板( 22 )上连接右箱体( 12 ) ,在左箱体( 18 )内连接主动轴( 2 ) ,在右箱体( 12 )里连接从动轴( 13 ) ;在主动轴( 2 )和从动轴( 13 )上连接同步轮( 5 ) , 在同步轮( 5 )之间连接同步带( 7 ) ,在同步带( 7 )上连接滑动板( 9 )。 本实用新型是玻璃夹层生产线 PVB 膜片同步带型切割装置,属玻璃机械制造业。它摈弃无杆气缸改用同步带轮作往复动力装置,在同步带上安装滑动板,在滑动板上安装直线导向系统和刀架、刀柄及刀片。同步带作直线往复运动,完成切片、收刀、复位动作。它结构合理,工作效率高,制造成本低。它包括微型减速机( 1 )、轴承( 3 )、轴套 ( 4 )、电机( 6 )、切割刀片( 8 )及机架( 20 )等零部件,其特征是在机架( 20 )上连接底板( 21 )、( 22 ) , 在底板( 21 )上连接左箱体( 18 ) ,在底板( 22 )上连接右箱体( 12 ) ,在左箱体( 18 )内连接主动轴( 2 ) ;在主动轴( 2 )和从动轴( 13 )上连接同步轮( 5 ) ,在同步轮( 5 )之间连接同步带( 7 ) ,在同步带( 7 )上连接滑动板( 9 )。 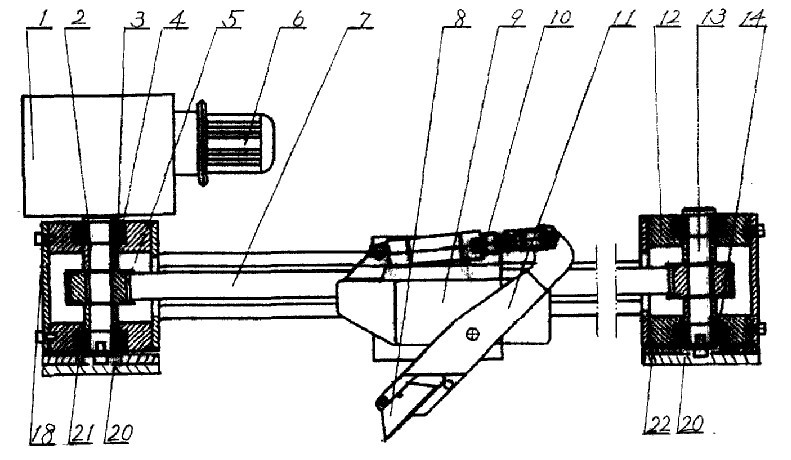 2 、根据权利要求 1 所述的一种玻璃夹层生产线 PVB 膜片同步带型切割装置,其特征是主动轴( 2 )和从动轴( 13 )上连接轴套( 4 ) , 在主动轴( 2 )和从动轴( 13 )上、下轴端上连接轴承( 3 ) ;在主动轴( 2 )和从动轴( 13 )底端上连接轴端挡板( 14 )。 3 、根据权利要求 1 所述的一种玻璃夹层生产线 PVB 膜片同步带型切割装置,其特征是在滑动板( 9 )上连接 Igus 直线导向系统( 15 ) , 在直线导向系统( 15 )上连接刀架( 16 ) ,在刀架( 16 )上连接刀柄 ( 11 ) ;在刀柄( n )的上端连接刀柄气缸( 10 ) ,在刀柄( 11 )中部连接支点轴( 17 ) ,支点轴( 17 )连接在刀架( 16 )上,在刀柄( n ) 下部连接刀片( 8 )。 技术领域:本实用新型是夹层玻璃生产设备上的一个部件,特别涉及一种玻璃夹层生产线 PVB 膜片同步带型切割装置,属玻璃机械制造业。 背景技术:广东省中山市富山玻璃机械有限公司是一家集科研、制造和销售的大型玻璃机械工业企业,多年来一直效力开发多种玻璃机械产品,并申请了几十项国、内外专利,产品销售旺盛。近几年就钢化玻璃制造设备和夹层玻璃制造生产线已申请了多项中国专利。在 2006 年 n 月 24 日已申请一项名为“玻璃夹层生产线 PVB 膜片自动切割装置”的实用新型专利,申请号为 200620153924 . 6 。它是在 PVB 滚筒输送装置底部输出端安装机械接触式无杆气缸,在气缸上再连接刀头气缸,在刀头气缸上装置切刀柄和刀片,无杆气缸带动刀头气缸作直线往复运动中完成切片、收刀、复位等生产程序。该专利结构合理、操作容易、生产安全、可实现全自动化,节约生产成本。但该产品仍有一个弱点,即装配无杆气缸费用较大,以致产品本身制造价格高,市场竞争能力有限。在这种情况下如何改进原来产品,降低制造成本就摆在议事日程上,本实用新型就是这样一种背景下,经过工程技术人员研究下应运而生的。 实用新型内容:本实用新型的目的是提供一种玻璃玻璃夹层生产线 PVB 膜片同步带型切割装置,它是摈弃无杆气缸这个昂贵配件,改用同步带轮作往复动力装置,在同步带上安装滑动板,在滑动板上安装直线导向系统和刀架、刀柄及切割刀片,通过同步运动机械的正反运转来带动切割刀片作直线往复运动、完成切片、收刀、复位等动作。它结构合理,制造成本很低,能有力地参加市场竞争,生产效果好。本实用新型解决技术问题的方案是这样的:即摈弃已有技术采用的无杆气缸而是用同步带轮取带。具体是:本实用新型包括微型减速机、轴承、轴套、电机、切割刀片、气缸、刀柄、轴端挡板、 Igus 直线导向系统、刀架、支点轴及机架,它的***个结构特点是在机架上连接底板、在底板上连接左箱体,在另一块底板上连接右箱体,在左箱体内连接主动轴,在右箱体里连接从动轴;在主动轴和从动轴上连接同步轮,在同步轮之间连接同步带,在同步带上连接滑动板。它的第二个结构特点是主动轴和从动轴上连接轴套,在主动轴和从动轴上、下轴端上连接轴承;在主动轴和从动轴底端上连接轴端挡板。它的第三个结构特点是在滑动板上连接 Igus 直线导向系统,在直线导向系统上连接刀架,在刀架上连接刀柄;在刀柄的上端连接刀柄气缸,在刀柄中部连接支点轴,支点轴连接在刀架上,在刀柄下部连接刀片。这样通过同步带运动机械的正反转动来带动刀片作直线往复运动,气缸通过拨叉与刀柄连接,当切片完成后,气缸通气作用于刀柄,刀柄沿支点轴旋转,完成收刀动作。这样切片、收刀、复位等动作,在同步带的一个往复中完成,非常方便。综上所述,本实用新型的优点:(一)结构合理、制作容易;(二)操作使用方便,可实现全自动化的切片工序,大量减少人工劳动;(三)制造成本低。采用同步带轮技术为原无杆气缸造价的确 1 / 4 至 1 / 5 ,极大地提高产品市场竞争力。
附图说明:下面结合附图说明和具体实施方式来进一步了解本实用新型的结构。 具体实施方案:根据各附图,制造本实用新型的各个零部件,进行组装。组装前应在 PVB 滚筒架的机架 20 左、右上焊接两个底板 21 、 22 ,然后将组装的本实用新型连接在两个底板 21 和 22 上。我们已经了解,当自动铺片机械完成 PVB 铺片工序后,这时电机 6 启动,通过微型减速机 1 和主动轴 2 作用于同步带轮 5 ,使同步带轮 5 作旋转运动,同步带轮 5 通过同步带 7 作用于直线导向系统巧使其作直线运动。直线导向系统巧上的滑动板 9 带着刀架 16 作直线运动,切害」刀片 8 切割 PVB 片,完成切片动作。当切割刀片 8 完成切片之后,刀头气缸 10 通气动作,使连接气缸 10 末端的刀柄 n 沿支点轴 17 旋转,完成收刀作用。这时同步带轮 5 作反方向运动,带动同步带 7 往反方向作直线运动,完成复位动作。本实用新型这样往复循环动作,可实现切片、铺片、制造夹层玻璃的全自动化过程。本实用新型结构简单,工作效率高,体现了很好的实际应用价值和市场前景,填补了国内玻璃机械制造行业的一项空白。 本文档转载于网络,不代表本公司观点 |
版权所有©2025 产品网
