
主营:端子截面分析,端子剖面分析仪,二次元影像测量仪,圆柱度测量仪,轮廓粗糙度一体机
丝锥螺纹全自动检测仪
东莞威哲精密仪器有限公司为各大丝锥及螺丝生产厂家订制全自动中径、大径、小径、角度、锥度、跳动 测量仪。
提供规格:M1-M10的测量范围,测量重复性0.002-0.005mm.全自动旋转,自动找寻***大宽度。提高螺纹测量的效率,让螺纹全检进一步简单化,测量人员只需要放置产品。欢迎来洽谈方案。
以下为几种螺纹参量的测量方法:
本文介绍了几种螺纹参量的测量方法:综合测量法(量规测量法)、三针测量法和仪器测量法等,并对这几种测量法进行了比较。综合测量法(量规测量法)测量螺纹效率高,三针测量法适合测量外螺纹中径,仪器测量法则可以一次测出多个参数。
一、综合测量法(量规测量法)
螺纹的检验可用综合测量,也可单项测量。螺纹量规检验螺纹属综合测量。螺纹量规的形状和被测螺纹量规的形状相反,通规与止规配对使用。目前工厂使用的螺纹量规一般按图1所示的传递系统传递。
由图1可看出,内、外螺纹制件均可通过一种合格的螺纹量规以旋合法检验,其基本要点是:
1)螺纹基本尺寸集中控制在外螺纹量规上,这是因为外尺寸简单,易达到足够的准确度。
2)螺纹量规(塞规或环规)与制件旋合,是一种理想的螺旋副,这时检验制件的塞规或环规就是一种传递尺寸的理想标准,它满足量学上的一个基本准则,即量规仅用基准尺寸与被检制件进行比较,通过的量规(1_r、1Y 、T)是全牙形,它控制被检制件的全部尺寸,不通过量规(TZ、zZ、Z),则是截短牙形,它只控制被检制
件的实际螺纹中径尺寸。
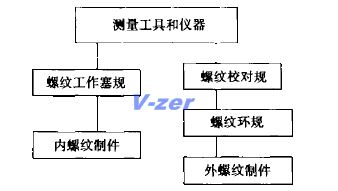
图1 螺纹量规的传递系统
螺纹与制件旋合,可出现四种典型情况:1)量规与制件半角相等,但其中有一个偏斜,只要中径不一样,它们能旋合,但牙面是点接触。
2)螺距不同,但只要内螺纹中径~gp[-螺纹中径足够大,同样也可能出现点接触。
3)中径一样大,半角不同,这时不能旋合。
4)半角不同,但中径有足够差别,它们也可旋合。因此,只要采用通端和止端的两种量规,就可对螺纹制件的全部尺寸(螺纹内径、中径、外径、螺距、牙型角)进行综合检查。
1.1 检验内螺纹的量规
1)通端工作塞规用以控制被检内螺纹的大径***小极限尺寸和作用中径的***小极限尺寸,其牙型完整,螺纹长度与被检螺纹长度一样,一般8~9扣,合格标志为顺利通过被检内螺纹。
2)止端工作塞规控制被检内螺纹的实际中径,为消除牙型误差,制成截断牙型,为减少螺距误1 1差影响,其扣数为2 1~3 扣,合格标志是不能通过,但可以部分旋入,多于4扣的内螺纹旋入量不得多于2扣;少于4扣的,两端旋入量不得多于2扣。
3)通端验收塞规的检验作用与螺纹通端工作塞规相同,一般是选取部分磨损的,但螺距和半角误差较小的通端塞规,验收人员用以验收螺纹制件,其中径尺寸因磨损而稍小,可减少被通端工作塞规检验为合格而被验收塞规验成不合格的矛盾。验收塞规无止端。
1.2 检验外螺纹的量规1)通端工作环规综合控制被检外螺纹内径***小极限尺寸和作用中径的***大极限尺寸,完整牙型,螺纹长度与被检外螺纹旋合长度相当,8~9扣,合格标志是能通过被检螺纹。2)止端螺纹环规只控制被检外螺纹的实际中径的***小极限尺寸。截短牙型,扣为2 1~3扣,合格标志是不能通过,但允许部分旋入。多于4扣的外螺纹,旋入量不得多于3 扣;少于4扣的旋入量不得多于2扣。3)通端验收环规的作用与通端工作环规相同,一般也是从部分磨损后的工作环规中选取。
二、 螺纹的单项测量
2.1 外螺纹中径的三针测量法
把三根直径相同的圆柱形量针放入被测螺纹的沟槽里(图2),其中两根同侧,另一根放在对面与两根针相邻沟槽的中间槽内,用量具或仪器以相对接触或***接触测出量针外廓***大距离 值,再用公式算出被测螺纹中径。三针放于被测螺纹沟槽内(图2),则
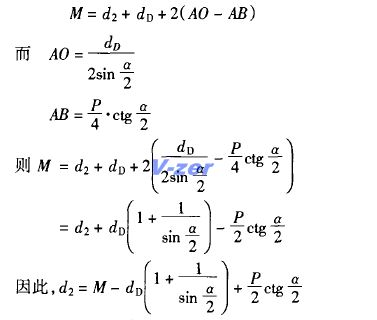
其中, ——量针外廓***大距离,单位mm; d2——被测螺纹中径,单位mm;P—— 螺距,单位mm;a/2—— 牙型半角,单位(。);dD—— 三针直径,单位mm;
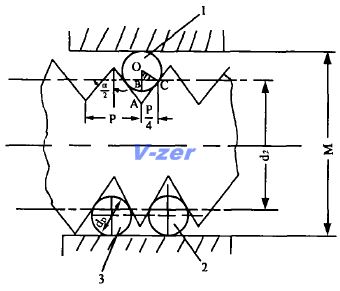
图2 外螺纹中径的三针测量法
测量中如何选取三针呢?量针的大小与所测螺纹的螺距及半角有关。量针应放于沟槽内接触点间距离为螺纹中径处,这样三针为***佳三针,即dD (cos a/2) - P/2 = 0 从而 dD = P / 2cos( a/2 )求得***佳三针直径。
三、 仪器测量法
3.1 外螺纹的工具显微镜测量法
外螺纹的各种几何参数(牙型角、螺距、中径等)全部都可在***工具显微镜上测出,并且有很多方法。
3.1.1 影像法
先用焦棒把显微镜的焦距调准,将要测螺纹装上,按照光圈表选择光圈,再将立柱倾斜螺旋角 ,然后移动显微镜和测件,使被测量齿形进入视野,通过调整使齿形轮廓在轴平面上清晰,即可对各参数进行测量。这些参数包括中径、螺距、螺型角等。
1)中径测量:将目镜视场中米字线中心虚线与调整清楚的螺纹牙形轮廓的影像压线,记下横向读数,再将显微镜的立柱沿横向行程移动,使目镜米字线中心虚线与螺纹直径对面的另一个牙形轮廓的影像相压,工作台纵向不能移动,读出横向第二次读数,两次读数之差即为螺纹中径值。为消除安装时螺纹制件轴线不垂直于导轨所产生的误差,可在同一牙廓多次测量取其平均值,在另一侧测量,取平均值,进行计算。
2)螺距测量:同样将显微镜立柱倾斜一个螺纹升角,使显微镜目镜米字线中心虚线与螺纹牙形轮廓影像相压,记下纵坐标读数,然后移动工作台,读出相邻同名齿的纵坐标值,两数差就是螺距值。为消除螺纹轴线和测量方法不平行所引起的系统误差,在测量时,左右牙廓各读一次取其平均值。
3)螺型角测量:螺纹安装方法同前。目镜中米字线与螺纹牙轮廓用光隙法压线,其角度直接在角度目镜中读出,测量时左右牙要测,螺纹轴线两侧也要测,然后对相对的同一螺旋面上所测得两个半角分别取代数和,即可求出被测左、右螺形半角值。
3.1.2 轴切法(量刀法)
轴切法就是用量刀在螺纹定义截面——轴线平面上进行测量。它的测量数值能比较正确地反映罗纹量规几何尺寸的实际情况。在用轴切法测量螺纹几何参数时,首先要选用量刀,由于显微镜是光学仪器,其视场中心的成像比边缘好,所以用与刃口0.3mm刻线的量刀,但螺距较大的,由于螺旋角的影响,能使0.3mm刻线被螺旋面盖没,因此只能使用0.9mm刻线的量刀来满足要求。一般0.3mm量刀距离的测刀大致上测0.5 3mm的螺纹,0.9 mill刻线距离的测刀大致上测3 6mm螺距的螺纹。
在安装量刀前,应安排好使用条件,即在仪器***显微镜上换上3×物镜,因为3×物镜是和目镜内分划板上所刻a、b、C-.d平行虚线相适应的,所以量刀刻线能a—a、b—b、C—c、d—d相密合。换上3×物镜后,再在物镜滚花圈上装上半镀银反光镜,其作用是从下面上来的投射光通过它的反射落到量刀的表面,进入物镜,使量刀刻线在视场内成像。然后装上垫板和弹簧压板,***后安装量刀。对刀前旋转***立柱,使其沿螺纹螺旋角方向倾斜一个被测螺纹的螺旋角,调整焦距使量刀口物象清晰,对刀,使刃口和螺纹轮廓密合无光。
完成对刀后,必须把***立柱放回“O”位。这时,就可测量螺纹中径、螺距、牙型角,方法与影像法相同,不同的是其压线压的是量刀上的0.3mm或0.9mm刻线。使用量刀的压线方法,由使用的量刀是0.3mm还是0.9mm来决定的。如果是0.3mm的,利用米字线分划板上距中心虚线的***条虚线压量刀上的刻线;如果是0.9mm的,则用距中心的***外一条虚线压量刀上的刻线。
测完后的数据处理与影像法一样。其余还有光学灵敏杠杆接触法、干涉法、套像法、组合量块比较法测量外螺纹等等。
3.2 内螺纹中径的仪器测量法
仪器测量法测量内螺纹中径的测量原理与三针法测量外螺纹中径相似。可在卧式光学比较仪或卧式测长仪上测量。通常都配有测钩,根据内螺纹的螺距,按三针测量法测量外螺纹的原理来选择***佳直径的测球,即可测量内螺纹的中径。用测钩测量属比较测量。测量前,先用螺纹侧块和块规组成的标准尺寸调整好仪器双钩,然后再进行测量。侧块带有标准螺纹角。两个侧块相距尺寸 用块规控制,另外在一个侧块下垫P/2尺寸的块规(图3),此时 E 的尺寸应为: 其中,d2——螺纹中径; P——螺距; 口/2——螺纹半角; n、6—— 测块常数;
其中,d2——螺纹中径; P——螺距; 口/2——螺纹半角; n、6—— 测块常数;
螺纹中径:
内螺纹螺距和牙型角一般用模印和浇铸法进行,这种方法的首要条件是选择适当的材料,适当的浇铸夹具,测量方法相当于测量外螺纹。
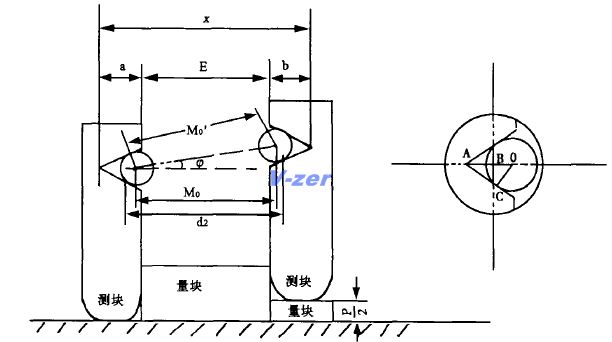
图3 内螺纹中径的仪器测量法
四、 结束语
总之,经过对几种方法的比较发现:螺纹量规测量螺纹效率高,生产工人用工作量规进行批量生产很方便,检测部门控制好量规就能保证生产质量。三针测量外螺纹中径,精度较高,根据三针的精度可控制在小于4/~rn或8个 以内,如果精度要求高,要对测力、螺形角、螺距、三针所引起的误差修正,这种方法用的比较多,也方便。仪器测量螺纹其优势就是一次可测出多个参数,其中轴切法精度高,缺点是安装复杂,技术要求高,在测量螺距较小的螺纹时,对刀困难而不得不采用其他方法。测钩测内螺纹时,由于引起误差的因素较多,精度不够高,可以用校对规则把内螺纹的测量转化成外螺纹的测量,这样就简单多了。
作者简介: 李俊,1967年生,毕业于东南大学成教院几何量体、 机械量计量与管理***,从事本***十一年。
(声明:本文仅代表作者观点,不代表威哲精密立场。)
版权所有©2025 产品网