
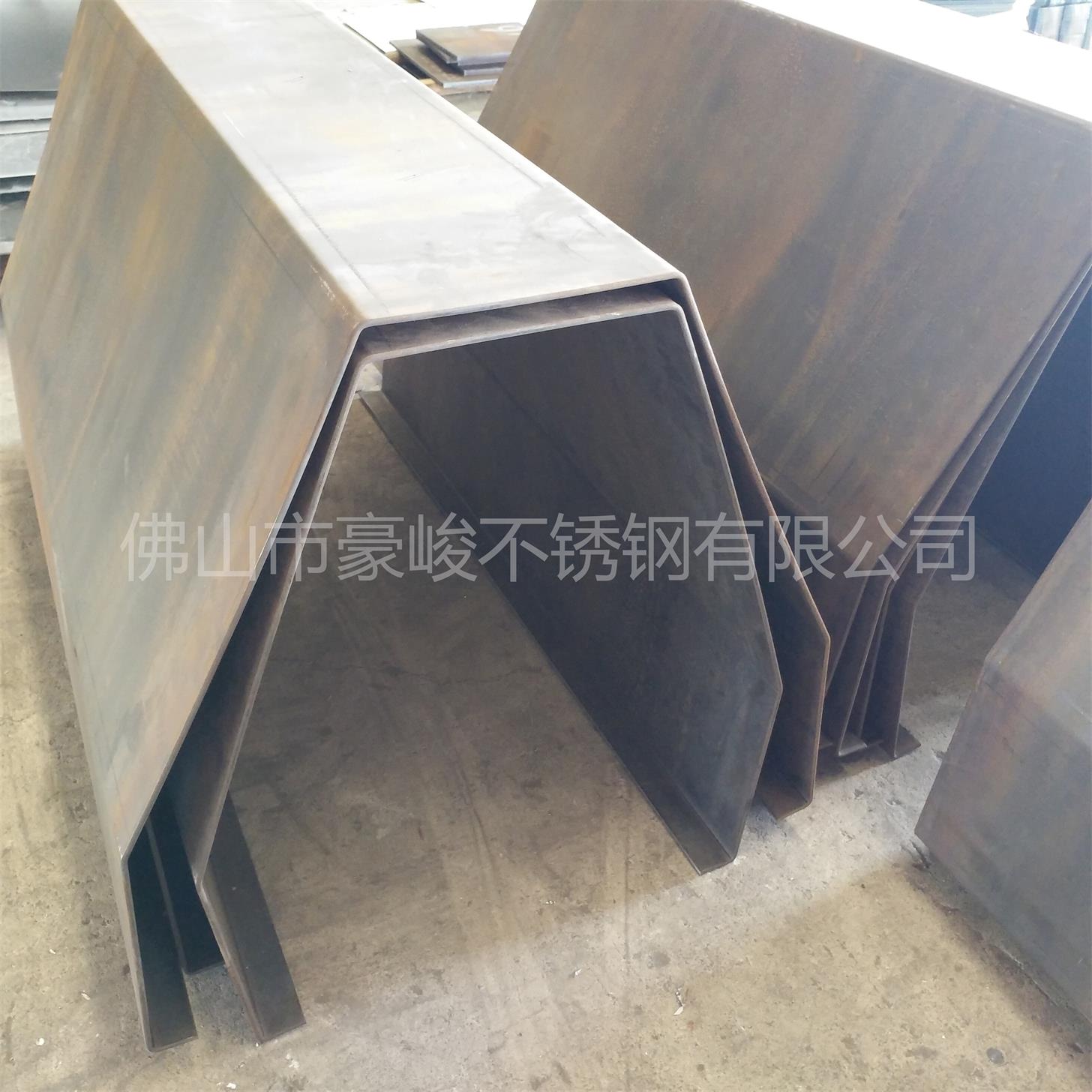
佛山豪峻大型折弯加工厂家 钣金折弯加工定制
价格:2.10
大型折弯加工厂家工艺:大型折弯加工厂家折弯的加工范围:折弯线到边缘的距离大于V槽的一半。如1。0mm的材料使用4V的下模则***小距离为2mm。大型折弯加工厂家折床折弯时,由于孔边到折弯线的尺寸过小此时必须作适当工艺处理:(1)LASER在相对应的折弯线上作割线处理;(2)NCT在相对应的折弯线上作压线处理(此方法优先考虑);(3)将孔加大至折弯线上(此方法必须与客户进行确认)。大型折弯加工厂家反折压平:当凸包与反折压平方向相反,且距折弯线距离L≦2。5t,压平会使凸包变形,工艺处理:在压平前,将一个治具套在工件下面,治具厚度略大于或等于凸包高度,然后再用压平模压平。大型折弯加工厂家工艺要求:板料弯曲时,应选择合适的弯曲半径,为减少弯曲力和弯曲变形,应采用较大的弯曲半径,一般***小弯曲半径按以下选择:在退火或正火状态下,***小弯曲半径取0.4t,在冷作硬化状态下,***小弯曲半径取0.8t。弯曲件的孔到弯曲边的***小距离弯曲处属于板材变形,在其周围的孔受其影响易变形。弯曲件直边的***小高度:为了成形区成形,必须使工件直边高度H≥5t+r。对于小于此高度,应采用压槽后弯曲,或增加直边高度,弯曲后再加工到需要的尺寸。弯曲方向:确定弯曲件弯曲方向时,应尽量使毛坯的冲裁端裂带处于弯曲件内侧,避免端裂带的微裂纹在外侧拉应力的作用下,扩展为裂口。)