
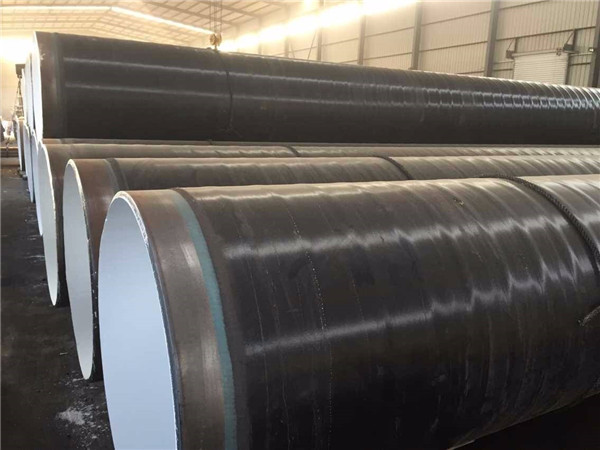
冷却水用3PE防腐钢管厂家
沧州友诚管业***生产3PE防腐钢管,加强级3PE防腐钢管,【所谓加强级就是涂层厚一些,无论加强还是普通其工艺都很精湛,可以说是防腐界的佼佼者】。普通级3PE防腐钢管,3PE防腐螺旋管,3PE防腐无缝管,***输送用3PE防腐钢管,煤气输送用3PE防腐钢管,三层PE防腐钢管,聚乙烯PE冷缠带防腐钢管,三层PE聚乙烯外防腐钢管,内环氧外聚乙烯防腐钢管,多年来友诚始终秉承诚信共赢、勇于创新、一往无前的优良传统和工作作风,形成了以“诚信创新永恒,精品人品同在”为核心价值观的企业文化,企业具有强大的凝聚力、执行力和战斗力。友诚管业本着"诚信经营、创新无限"的经营理念,始终把用户的实际利益放在首位。新的世纪,卓纳人将不懈奋斗,努力使公司成为国际知名的钢管供应商。我们本着诚实守信的经营理念,严把产品质量关;开拓创新,努力完善产品生产技术。希望通过我们的努力,借助您的支持,让我们共同谱写美好的明天。普通级3pe防腐钢管涂敷:在防腐层涂敷前,先清除钢管表面的油脂和污垢等附着物,并对钢管预热后进行表面预处理,钢管预热温度为40——60℃。表面预处理质量应达到《涂装前钢材表面锈蚀等级和除锈等级》GB/T8923中规定的Sa2.5级的要求,锚纹深度达到50μm——75μm。钢管表面的焊渣、毛刺等应清除干净。应用无污染的热源将钢管加热至合适的涂敷温度,环氧粉末涂料均匀地涂敷到钢管表面;胶粘剂的涂敷必须在环氧粉末胶化过程中进行;聚乙烯层的涂敷可采用纵向挤出工艺或侧向缠绕工艺。公称直径大于5OOmm的钢管,宜采用侧向缠绕工艺。采用侧向缠绕工艺时,应确保搭接部分的聚乙烯及焊缝两侧的聚乙烯完全辊压密实,并防止压伤聚乙烯层表面;采用纵向挤出工艺时,焊缝两侧不应出现空洞。聚乙烯层涂敷后,确保熔结环氧涂层固化完全,然后用水冷却至钢管温度不高于60℃。普通级3pe防腐钢管修补:在3PE管道上发现缺陷时,对小于或等于30mm的损伤,宜采用辐射交联聚乙烯补伤片修补。修补时,先除去损伤部位的污物,并将该处的聚乙烯层打毛。然后将损伤部位的聚乙烯层修切成圆形,边缘应倒成钝角。在孔内填满与补伤片配套的胶粘剂,然后贴上补伤片,补伤片的大小应保证其边缘距聚乙烯层的孔洞边缘不小于100mm。贴补时,应边加热边用辊子滚压或戴耐热手套用手挤压,排出空气,直至补伤片四周胶粘剂均匀溢出。对大于30mm的损伤,先除去损伤部位的污物,将该处的聚乙烯层打毛,并将损伤处的聚乙烯层修切成圆形,边缘应倒成钝角。在孔洞部位填满与补伤片配套的胶粘剂,贴上补伤片。***后,在修补处包覆一条热收缩带,包覆宽度应比补伤片的两边至少各大50mm,补伤时也可以先清理表面,然后用双组分液态环氧涂料防腐,干膜厚度与主体管道相同,然后贴上补伤片或再加热收缩带。)