
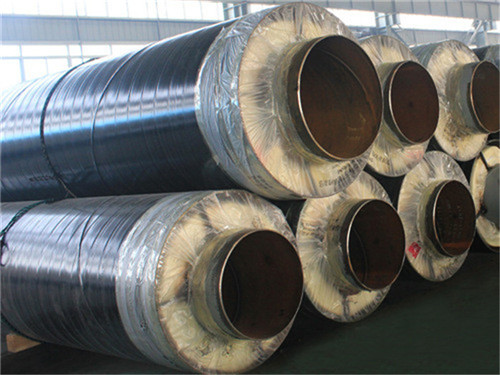
高温直埋敷设管道
价格:100.00
集中供热相对众多分散的小锅炉,具有环保、节能、方便舒适、安全卫生、节约土地、节约费用的优势,已成为现代化城镇的重要基础设施之一,是城镇公共事业的重要组成部分。随着城市化发展进程,集中供热快速发展,供热面积不断扩大,对供热管道的直埋敷设技术要求也越来越高。如何更好的节约成本,确保管网的运行安全成为供热行业的重要课题。供热管道直埋技术就是将预制的保温管道直接埋入地下,利用管道自身的机械强度及其附件来共同承受管道供热时产生的热应力的一项技术。经过多年的实践与发展,为满足供热系统运行的安全可靠,同时尽量减少***和维护方便,供热管道存在多种的敷设方式直埋保温管是由外护钢管加钢管防腐、聚氨酯泡沫保温层及内工作钢管组合而成。钢套钢蒸气复合保温管适用于输送2.5MPa、350摄氏度以下的蒸汽或其它介质,该产品用钢管做外防护层,具有强度高,不易损坏,施工检修简便,使用寿命长的优点。河北浩瑞管道装备有限公司是沧州地区大型的钢套钢蒸汽保温钢管生产厂家,钢套钢蒸汽直埋保温钢管,热力管道钢套钢保温钢管,地埋式钢套钢蒸汽保温钢管,高温蒸汽管道钢套钢保温钢管,钢套钢外壁三布五油防腐保温钢管,钢套钢蒸汽管道岩棉保温钢管,钢套钢硅酸铝蒸汽保温钢管,钢套钢蒸汽岩棉保温钢管,钢套钢内滑动直埋保温钢管,欢迎洽谈。供热管道的设计压力一般为0.6~2.5MPa;通过对管道的应力分析,可知其内压力的实际应力远远小于管材的屈服应力。由于管道的温升使管道产生了较大的轴向力和压应力,所以在管道设计与选择中应予以充分的重视。热力管道主要存在以下5种***方式:1)循环塑性变形。温度变化对管道的循环塑性变形起决定性作用。当较大的温度变化,而热胀变形又不能完全释放时,在加热过程中,管壁因轴向压应力而产生轴向压缩塑性变形;而冷却时,管壁因轴向拉应力而产生轴向拉伸塑性变形;当温差超过一定范围后,将会出现管道***的现象。2)低循环疲劳***。应力集中通常发生在管线中的弯头、三通、大小头及折角处。在温度变化过程中,应力集中在管道结构不连续处产生的峰值应力,会引起管道的疲劳***。3)高循环疲劳***。车辆重量通过车轮和土壤,可作用在车行道下的管道上,使管道局部截面产生椭圆变形,相应的会产生应力集中。4)整体失稳。直埋管道在运行工况下的轴向压力***大,由于压杆效应,可能会引起管线的整体失稳。特别是对于温升较大的无补偿冷安装方式,温升作用完全转化为很高的轴向压力,极易出现整体失稳***。对此,CJJ/T104-2005《城镇直埋供热管道技术规程》中有详细的公式计算,满足其计算即可保证DN500以下的管道整体不出现失稳情况。5)局部失稳。一方面是管道的轴向应变,即热胀变形的大小和热胀变形的释放程度。另一方面从管道局部看,管道属于薄壁壳体,在轴向压力作用下,管壁存在受压局部失稳的问题。通过公式计算表明,局部失稳的可能性,随着管壁的增厚而减小,但随着钢管平均半径增大而增加。因此,一定的覆土深度对应一定的钢管临界壁厚。从以上的5种***方式来看,热力管道的运行安全与轴向应力有密切的关系,而轴向应力主要取决于温度应力。当管道直径大于DN500时,局部屈服的可能性大大增加,为了降低局部屈服的可能性,必须对温度应力进行控制,同时根据不同的控制方式方法考虑直埋管道的敷设方式直埋供热管道敷设分无补偿敷设和有补偿敷设两种。管道无补偿敷设具有施工工期短、施工操作简便、***省的优点;有补偿敷设相对于无补偿敷设来说,工期较长、占地较多、施工操作较复杂、***较大。因此,我们在布置满足安全的直埋供热管道时,先要考虑无补偿敷设,无补偿敷设不能满足要求时再考虑有补偿敷设。现在,在直埋供热管网工程实例中,使用无补偿敷设的越来越多。同传统的地沟敷设相比,直埋供热管道敷设方式具有很多优点,比如工程施工时间短、施工占地面积少、管网使用寿命长、人工维护量小等。直埋敷设非常适合目前城市及地方建设的要求,其技术的的发展越来越成熟,在工程中也越来越多地被采用。直埋敷设供热管道材质为Q235B碳素结构钢。管道焊接采用手工电弧焊单面焊双面成型。单面焊双面成型技术是采用普通焊条,在不需要任何辅助措施条件下,只是坡口根部在进行组装***焊时,应按焊接的不同操作手法留出不同的间隙,在坡口的正面进行焊接,就会在坡口的正、背两面都得到均匀整齐、成形良好、符合质量要求的焊缝。单面焊双面成型一般有断弧焊和连弧焊两种焊法,前者电弧时灭时燃,靠调节电弧燃、灭时间的长短来控制熔池的温度。因为工艺参数选择范围较宽易于掌握,是目前电焊工普遍采用的一种方法。连弧焊接方法操作难度大,应用较少。单面焊双面成型焊接电源采用直流弧焊电源,直流弧焊电源电弧稳定、柔顺、飞溅少。用直流弧焊机焊接时,由于受到焊接回路中所产生电磁力的作用而容易产生电弧偏吹(磁偏吹)。通过改变接地线位置或减小焊接电流及改变焊条角度,能够减弱磁偏吹的影响。焊条常用Φ3.2㎜E4303结构钢焊条,采用直流反接,反接时电弧比正接稳定。焊条在使用前要进行烘干,E4303焊条属于酸性焊条,焊前烘焙温度150℃保温2小时。焊接电流一般取焊条直径的35~55倍,平焊时,可选用较大电流进行焊接;立焊时,为了避免金属从熔池中流出,电流应比平焊减少10%~15%;而仰焊则要减少15%~20%。)