
供应富沃德放热焊接及专用焊药模具
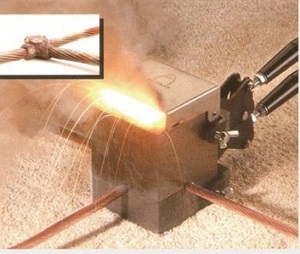
1、接地网施工工艺对整个接地网效果至关重要,超过30%的变电站因施工工艺粗糙,实测接地电阻与设计计算值相差甚远,达不到设计要求。经过对部分变电站已建接地网开挖检查发现,存在焊接不规范、埋深不够、建筑垃圾回填等问题,施工工艺粗糙造成接地网材料的浪费。设计应注重对施工工艺的控制,避免造成接地体浪费,充分发挥接地体的降阻效果,延长接地网使用年限。放热焊接是接地体之间的分子结合,不是简单接触性焊接,焊接点不会松动,具有较强的耐腐蚀性,焊点的寿命与接地材料相同。2、放热焊接工艺的优点:⑴焊接点的载流能力(熔点)与导线的载流能力相等。⑵因为焊接点是焊接而成的,所以是***性的,不会老化。⑶焊接是一种种***性的分子结合,不会松脱。⑷焊接点像铜一样,不受腐蚀生产物的影响。⑸焊接点能经受反复多次的大浪涌(故障)电流而不退化。⑹焊接方法简单,培训容易。⑺供焊接用的材料很轻,携带方便。⑻进行焊接时,无需外接电源或热源。⑼从外观便能核查焊接的质量。⑽可用于焊接铜、铜合金、镀铜钢、各种合金钢包括不锈钢及高阻加热热源材料。3、放热焊接技术取代了哪些连接技术?⑴放热焊接技术能产生一个接口或连接点,其性能优于钎接或机械方式的用压力把导线作表面的连接。由于它是一种分子结合,因此焊接点即使在***严酷的条件下,也不会出现松胶或腐蚀的现象而引起电阻增大⑵放热焊接技术取代了几种导电的连接方法,这些方法质量较低但价格则往往高。它们是:1)钎焊2)用螺栓固定的连接器。3)用螺栓与螺母。4)卷边连接器。5)周边加压连接器4.放热焊接主要步骤(1)将导线和模具清理干净,再将模具用喷灯加热以去除水分,然后把导线放入模具内;(2)扣紧夹具以固定模具,把钢片放入模具内;(3)把焊接剂倒入模具内,将引燃剂撒在焊接剂及模具边上;(4)盖上盖子并点火,待金属凝固后,将模具打开,清除熔渣,便可进行下一个焊接。针对不同的焊接方式或焊点,所用焊药型号有所不同,在国内接地焊药的主要供应型号:FWH90、FWH115、FWH150、FWH200、FWH250、FWH500等规格实施效果:(1)通过对焊点观察,其外形美观一致,从焊口的外观上便能鉴定焊接的质量;具有较大的散热面积,通电流能力与导体相同;(2)参考收集的焊接实验数据,焊接后焊点不会出现松弛和腐蚀;熔点与导体相同,能承受故障大电流冲击,不至熔断。(3)根据焊接现场调研发现,焊接方法简单,容易掌握;无需外接电源或热源;供焊接用的材料、工具很轻、搬动方便;焊接速度快捷,节省人工。)