
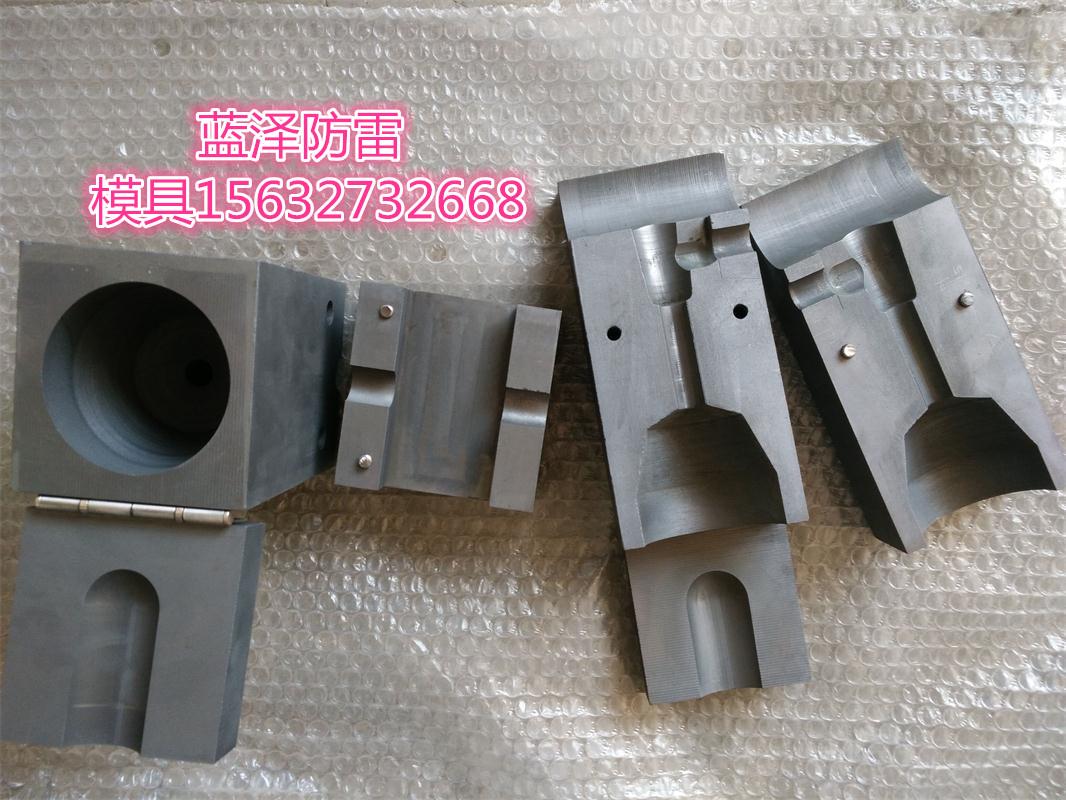
完整的放热焊接模具是什么形状的
价格:280.00
放热熔焊接模具生产定做一字型,丁字型,十字型,水平式连接式等等蓝泽牌放热焊接模具采用一级的高纯石墨制成,密度高、抗磨损,使用性能強。用于接地放热焊接的焊头成型.模具必须要模具夹和huo枪配合使用,常规模具夹分为两种,标准型和偏心型,标准型适用于绝大部分模具,偏心型主要应用在焊接接地棒、十字焊接等需要避开焊接材料的类型上。部分型号模具使用中需要F型夹、C型夹等辅助夹具配合。一个完整的模具由模具体、顶盖、铰链构成.采用密实度高,抗摩损性能好进口石墨作为基本原料加工而成,具有设计合理,寿命长,易用性能好等优势.模具由模具盖、模腔具、熔接腔、导流槽、模夹等几部分组成,能够承受铜、钢、铁等金属熔化温度,熔化金属流向、流速以及***终形状经严密设计,通常模具寿命为80-200次.放热焊接模具都需要使用模具夹配合使用,常规模具夹分为两种,标准型和偏心型,标准型适用于绝大部分模具,偏心型主要应用在焊接接地棒、十字焊接等需要避开焊接材料的类型上.部分型号模具使用中需要F型夹、C型夹等辅助夹具配合.***次使用放热焊接模具的客户,都会问到放热焊接完成后要等多久才能打开模具,一般焊接完成要等15-20秒***为合适,时间过长了焊点可能会粘连模具,模具焊口粘连这付模具就报废了。下面为您介绍模具的正确使用方法:(1)将欲连接的铜排水平或垂直放好,并将熔接部位用砂纸打磨,去除油渍及污泥。(2)将模具及铜排连接处用喷灯烤干,去除其中水分。(3)将铜排放入放热焊接模具内,使铜排接头放置于模具***,并且接头处留出13mm缝隙,将模夹夹紧至锁***置。观察模具闭合情况,不得有缝隙。(4)放入垫片,使垫片与放热焊接模具之间不得有缝隙。按模具所标熔粉量倒入熔粉,将起火粉撒布于熔粉上面及模具口,盖上模具盖。(5)用点huo枪将起火粉点燃。注意点火。(6)熔粉燃完,待20秒左右打开模具,清除模具内所有矿渣,以备下次作业。放热焊接模具在使用后的清理直接影响了产品的使用寿命,所以在使用模具后,必须用毛刷和铁刷把模具腔内的余渣清理干净,才能焊接下一个焊口。为了让放热焊接模具起到***大的作用,请按照以上的操作规范使用,这样更能延长模具的寿命,还会方便您的施工,让您的工作变得轻松简单!放热焊接模具使用注意事项1、首先根据连接件形状尺寸,开具合适的模具,并配置相应型号的焊粉2、焊接前对拉件进行处理,除油、除污物及氧化层3、对模具进行充分强热4、安装好模具检查后倒入焊粉并点燃反应5、对模具进行清理并准备下次使用联系人:范经理号码:156-3273-2668(微信同号)在线***:171-962-542邮箱:171-962-542@***.com资料来源:http:///)