
放热焊接技术原理与操作流程-蓝泽***提供
价格:280.00
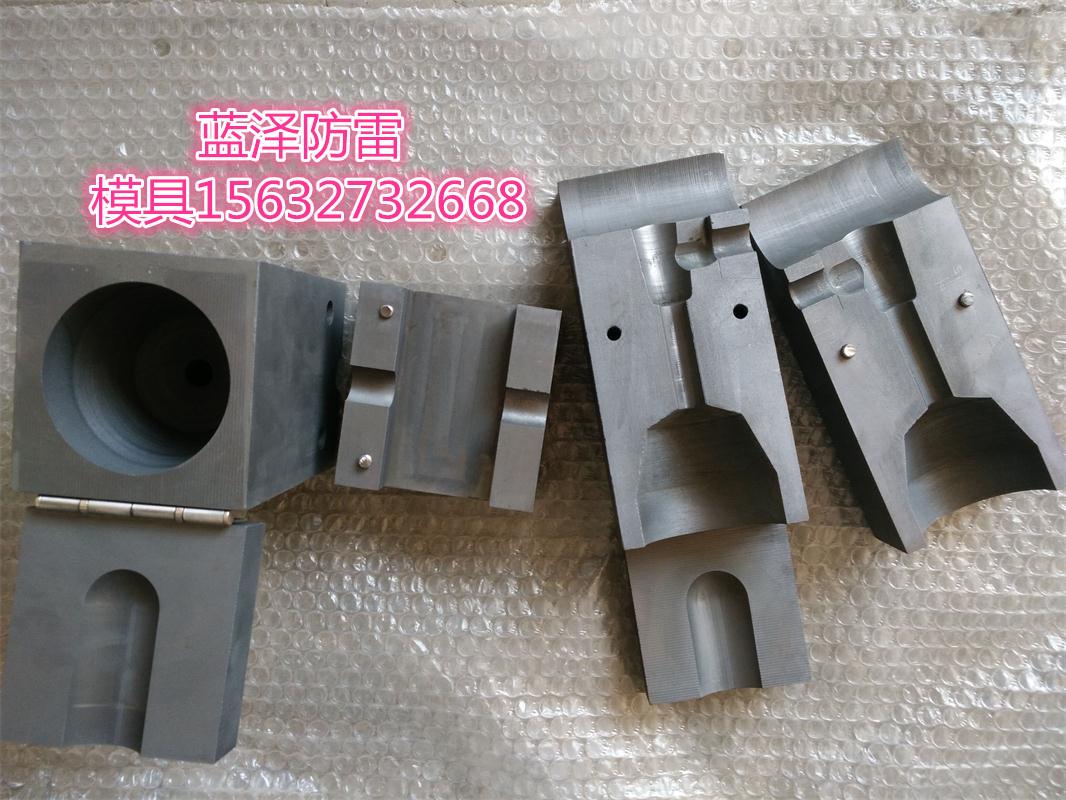
放热焊接,热熔焊接我公司集生产,销售,***一条龙服务,LZFL放热焊接,让您使用无忧!放热焊接也叫放热焊接或火泥熔焊是一种简单、***率、高质量的金属连接工艺,它利用金属化合***学反应热作为热源,通过过热的(被还原)熔融金属,直接或间接加热工作,在***的石墨模具的型腔中形成一定形状、尺寸,符合工程需求的熔焊接头。当前,放热焊接已经普遍取代了以往金属之间的机械连接方法。化学的方程式是3Cu2O+2Al=6Cu+Al2O3+Heat(2537oC)放热焊接的必须材料是焊药和模具。一般好的放热焊剂焊接之后,焊接点切开是没有类似蜂窝之类的空隙的,放热焊接性能特点:1、机械性能良好:焊点接头非表面接触、不存在残余应力,为***性接接头,抗拉强度等机械性能良好;2、强电流负载能力:焊点接头与金属导体为分子结合,焊点载流能力等同于导体,具有良好的导电性能,焊接点前后直流电阻率变化趋近于零;3、耐重覆性大电流:焊点实体熔点与导体等同,可承受重覆性大电流(故障时)冲击,接点无熔断现象;4、抗腐蚀能力强:导体接头端与纯铜分子紧密结合并覆盖,对接头起隔绝保护作用,因而大增强了导体的耐腐蚀能力;5、施工便捷、安全:焊接时无需外界能源、***装备及***操作人员,在室内、外均可安全操作,焊接时间短大大节省了施工时间;【放热熔焊基本分成三大类】一、铜导体的放热焊接。它利用金属化合***学反应热作为热源,通过过热的(被还原)熔融金属,直接或间接加热工作,在***的石墨模具的型腔中形成一定形状、尺寸,符合工程需求的熔焊接头。其化学反应式表示为3Cu2O+3Al=====6Cu+Al2O3+2573℃二、铝导体的热剂接,又称药包焊。药包焊不仅可以焊接截面积3-240mm²的铝绞线,还能焊接截面积1000mm²的铝母线。三、铁与铁连接,钢与钢连接,钢与铁连接的放热焊接如钢轨的焊接。放热焊接过程中需要准备的材料:放热焊模具,焊粉、模具夹,点火***、钢刷、毛刷、手套即可。操作简单,按照说明书操作步奏操作,不到一分钟即可焊出一个***的接头在进行放热熔焊接时容易出现的问题及应对措施(1)焊粉、引火粉易受潮点不着火,应妥善保管做好防潮措施.(2)焊粉、引火粉填放过多或过少,导致焊缝不饱满、或有焊瘤,应依说明书按不同规格填放适量药量.每一罐焊粉对应熔接一个连接器,焊粉牌号需与模具铭牌上注明的焊粉用量一至,使用前需仔细对照确认.(3)模具内清理不干净彻底,导致焊接头有气孔、不平整,每次用完后应立即清理并妥善保管.联系人:范经理号码:156-3273-2668(微信同号)在线***:171-962-542邮箱:171-962-542@***.com)