
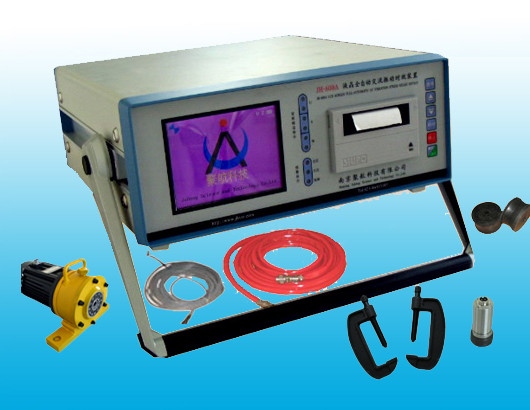
振动时效设备处理储罐接管的焊接残余应力
大型储罐底圈壁板接管经补强焊接后,焊接区域往往存在较大的应力集中,其对油罐的长期安全使用会产生不利的影响。储油罐接管焊接后必须进行消除应力处理,针对储罐接管使用JH-600A液晶交流振动时效设备进行去应力处理,采用较为合理的现场振动时效处理工艺,通过现场实际应用,达到了预想的研究效果。储罐接管现场振动时效处理振动时效设备。采用南京聚航科技有限公司生产的JH-600A液晶交流振动时效设备进行振动处理。振动时效设备的装卡。根据油罐接管的不同形式,制作了相应的工装,同时使用夹具将振动时效设备刚性固定于接管适当部位。激振力的选择。激振力是振动时效中的一项关键参数,尤其是对焊接构件更为重要。激振力的大小应使得它所产生的动应力等于构件工作载荷的1/2倍,而激振力决定于激振器的偏心档位和共振频率,当扫频确定了共振频率后,需确定适当的偏心档位来满足上述关系。正确选择激振力不仅能降低残余应力,且能提高焊接构件的疲劳寿命。激振时间均选为30min。振动时效处理技术经济效果分析技术分析。为进一步验证接管部位焊接残余应力的振动处理效果,对油罐接管的补强焊缝和接管焊缝进行了应力测试,测试工作由南京聚航科技有限公司的***人员完成。测试采用盲孔法,测试振前振后工件的残余应力。根据测试结果可知,各规格接管的焊缝区域经振动时效处理后焊接残余主应力明显下降,下降率达到标准规定的大于30%的指标要求,因此可认为采用选定的工艺参数对接管进行的振动消除应力处理达到了振动时效工艺效果。经济效果分析。储油罐接管采用振动时效处理工艺较常规热处理工艺生产费用降低约81.4%,耗电量减少98%以上,单件处理时间减少。所以说振动时效处理是一种***、节能的消除应力处理方法,用它代替传统的热处理具有显著的经济效益。采用振动时效工艺进行焊接残余应力处理,主应力消除率可达到30%~60%,满足***标准规定的要求。大型储罐接管焊缝采用振动时效处理较常规热处理,设备简单,操作方便节省大量工时,可大幅度降低综合处理成本。使用JH-600液晶交流振动时效设备,不仅能降低残余应力,且能提高焊接构件的疲劳寿命。振动时效处理可代替常规热处理进行大型储罐接管的焊接残余应力处理,并具有显著的经济效益。)