
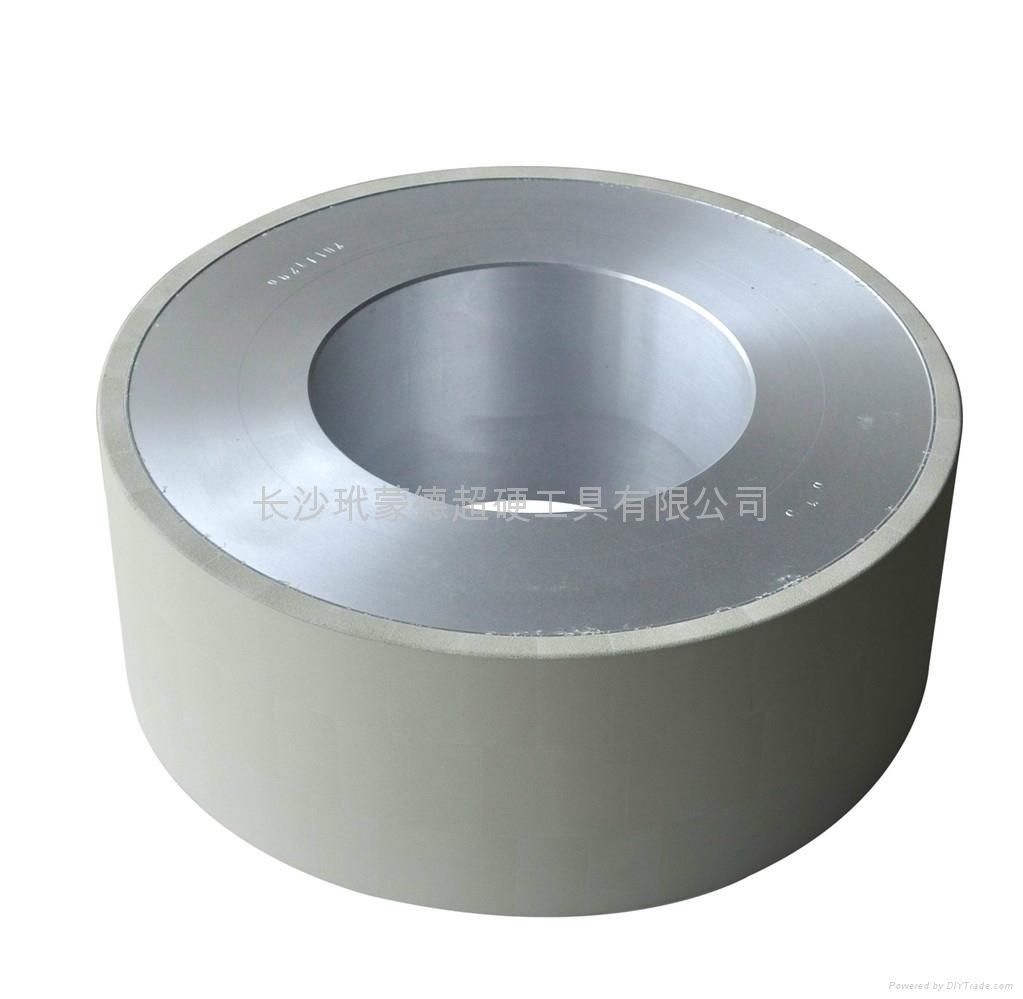
浙江陶瓷金刚石无心磨砂轮
无心磨也叫无心磨削,是磨削加工的一种。有导轮和磨削轮两个砂轮,导轮带动圆柱形工件在垫铁上转动,磨削轮对工件起磨削作用。无心磨砂轮是安装在无心磨机床上使用的一款砂轮,它与导轮、托板相互作用,组成的一种磨削方式,被加工的工件经托板托住,由导轮向托板方向圆周运动而带动工件旋转时由无心砂轮磨削,在磨削工件时表面质量较高,精度相对也很高,磨削中,选择砂轮粒度也相当重要,粗粒度的无心磨砂轮往往用于粗磨加工,也就是说只能加工要求不算高的工件,一般在加工时为了加快磨削速度,对加工量较大的工件***道加工都会采用这种方法,这是由于它加工速度比较快的特点,但工件的光洁度较低。而细粒度的无心磨砂轮加工的工件质量精度则相反,其加工速度稍慢,但被加工的工件光洁度高,如选择的粒度适当可达到镜面效果,因此,选择无心磨砂轮是要根据工件的技术工艺要求具体进行选择。其中也包括砂轮的硬度、***密度,粒度的选择。无心磨研磨方法1、砂轮架固定式无心外圆磨床,这种形式的无心磨床的砂轮架固定在床身上,导轮和托架之间可作相对调整移动,在通磨或切入磨削时,导轮、托架和工件一同作进给和补偿运动。2、砂轮架移动式无心外圆磨床,这种形式的无心磨床的托架固定在床身上,砂轮架和导轮架相对托架可作调整运动,特殊情况下可做进给运动。这类无心磨床的砂轮、导轮主轴多数采用双支承结构形式。3、倾斜式无心外圆磨床,这种形式的砂轮、导轮中心连线与水平面倾斜α角。托架固定在床身上,砂轮、导轮主轴为双支承结构。导轮架相对托架可做调整运动,砂轮架作进给补偿运动。形状代码Type直径D(mm)高度T(mm)孔径H(mm)环宽X(mm)1A1,6A1,9A12005075101A1,6A1,9A125010075101A1,6A1,9A1300100,150127101A1,6A1,9A1350125,150127101A1,6A1,9A1400150,300203101A1,6A1,9A1450150,200,300228.6101A1,6A1,9A1500150,20030510)