
供兰州有形管弯制和甘肃铜管弯制
价格:1.00
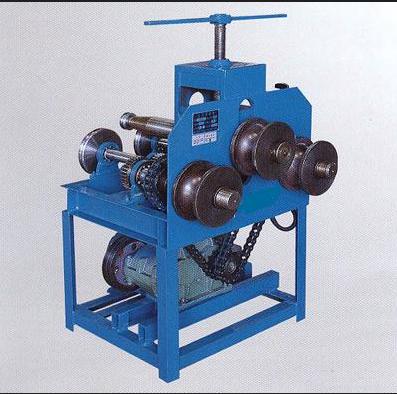
兰州苏南金属制品厂***:0931-73279221815204996913063970293,联系人,汪经理,甘肃铜管弯制公司一直走在科技研发、技术创新的***前沿,******节能及管材低碳环保的技术创新领域,兰州铜管弯制公司以“高质量,高科技、高标准”为服务宗旨,焕发出铜管制造加工行业的生命力,甘肃铜管弯制的批量生产,一般是在数控弯管机上冷弯成形的,无论是有芯弯曲还是无芯弯曲,由于薄壁铜管管壁支撑失稳临界力较低,弯曲部位常出现瘪皱等变形缺陷,兰州铜管弯制的冷弯法是在常温下使管子弯曲成形,由于弯管时不用加热,对弯曲不锈钢管、铝管及铜管更为适宜。甘肃铜管弯制在工程中通常按弯管时加热与否分为冷弯和热弯,根据弯曲时有无填充物分为有芯弯管和无芯弯管,兰州铜管弯制是将管材夹紧在弯曲模上,随弯曲模一起转动,当管材被拉过压块时,压块即将管材绕弯在弯曲模上,属于成形模弯曲工艺,甘肃有形管弯制让施工人员明白施工任务、工期要求、质量要求、安全防护措施及具体的操作方法,兰州有形管弯制的外侧管壁因受拉力伸长而减薄,管子弯曲处管壁减薄在很大程度上取决于弯曲半径、芯棒的伸出量、弯曲速度以及采用的弯管方法,甘肃有形管弯制在弯曲时产生的内侧管壁起皱现象正是由于管壁太薄,受到压力作用的管壁的材料已满足不了沿纵向压缩变形的需要产生横向变形引起的,兰州有形管弯制常用的冷弯法有滚压弯曲、拉绕弯曲、推绕弯曲以及压力弯曲等,现主要介绍拉绕弯曲成形中管件的相关问题。一般情况下,甘肃有形管弯制的弯曲半径应不小于管子直径的1.5倍,必须要有一定过弯量,回弹量的大小与管子材料的机械性能、壁厚以及弯曲半径大小有关,一般铜管弯制时回弹角大约为2°到4°。兰州有形管弯制在施工前技术人员要根据施工图纸并结合现场的实际情况绘制出施工草图,根据施工草图提出该系统的材料计划、机具设备需求计划、劳动力计划,并向施工人员进行技术交底。)