
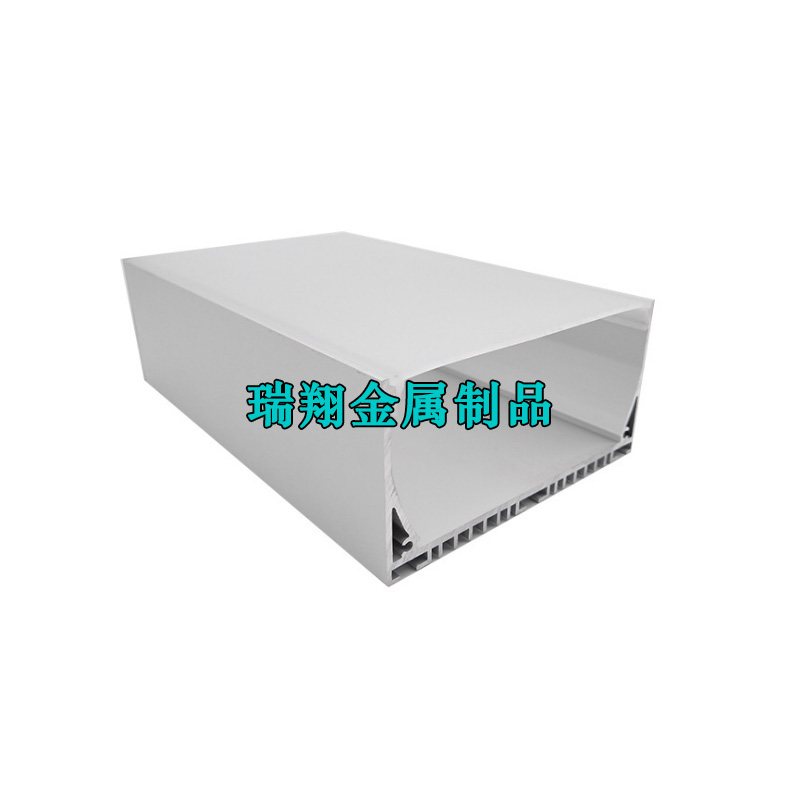
广东佛山6063逆变器铝外壳定做
价格:10.00
平板铝外壳加工工艺平板铝外壳熔铸1、因为该类产品壁厚比较厚,挤压比通常不大,挤压时金属变形量不大。由于平面间隙要求非常高,淬火强度不能太大,所以比较容易出现粗晶现象。为解决此问题,在合金配比、熔炼工艺、铸造工艺等方面都要着重考虑铸锭的晶粒度,应适当增加一些细化晶粒的元素,加强精炼和铸造冷却的控制。2、为避免氧化物或其它夹杂物进入到铸锭里,进而夹带到挤压产品中,铸造时应使用好的陶瓷过滤板,有效将氧化物或其它杂渣过滤掉。平板外壳铝型材挤压1、为使产品***均匀,性能一致,铸锭应进行均匀化处理,均匀化处理工艺按普通6063合金的进行则可。2、因该产品属于品种单一、批量较大的类型,建议选用短锭快速加热炉,***好能使铸锭温度产生梯度。原因以下:首先,目前的长锭热剪机剪出的铸锭端口变形量较大,影响后续的剥皮效果,容易导致铸锭表皮流到挤压产品里面;第二、剪口上有大量裂纹,挤压时难以排气彻底,会造成挤压产品产生气泡;第三、短锭快速加热,有利于保持铸锭均匀化处理后的状态;第四、短锭梯度加热(铸锭前端温度约500℃,末端温度约460℃为宜),有利于减少挤压产品缩尾的形成,有利于产品力学性能的一致性。3、铸锭热剥皮为了避免铸锭表面氧化皮等杂物进入挤压产品里面,应在铸锭加热后进入盛锭筒前进到“剥皮”处理,将铸熔的表皮等除掉。剥皮的厚度跟铸锭的直径及铸锭质量有关,通常在3—5mm。4、淬火处理因该产品是6063T6状态,而壁厚较厚,平面间隙要求较高。如用风冷,冷却速度太低,淬火效果不佳,产品晶粒偏大,力学性能偏低。如果用过水槽或用喷淋冷却,冷却速度太快,而且冷却不均匀,造成产品变形严重,平面间隙超差。为解决此问题,应采用多种冷却形式的组合。广东佛山6063逆变器铝外壳定做)