
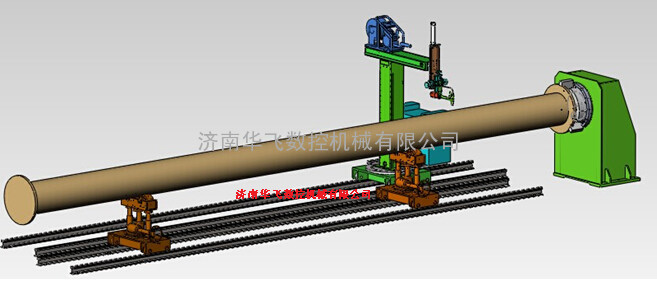
长法兰焊接专机
适用范围:不锈钢管环逢TIG填丝焊接筒体直径:Φ89--375mm筒体长度:L≤8000mm筒体壁厚:δ10~16mm工件状态:工件焊接面平整,对接焊缝***大间隙小于1mm工件表面状态:无油污、严重锈蚀等工件焊接前状态:焊接前工件摆放在支架滚轮上,焊接前工件点焊牢固,清洁焊点使用方式:操作人员将组对点焊好的工件吊装至环缝工装的托架上用卡盘夹紧焊接前工件点焊牢固,清洁焊点。移动焊枪到达焊缝位置,微调焊枪位置,设定好焊接参数(如焊接速度、起弧时间、收弧时间等工艺参数)启动焊接直至焊接完毕.采用焊枪固定,工件以焊接速度旋转的焊接方式。工件旋转采用变频无极调速。焊接一圈或预设的焊接长度后自动熄弧。)