
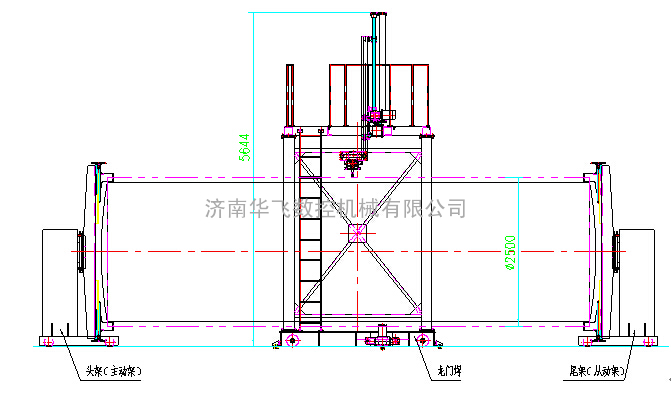
异形罐体龙门焊
焊接过程:1.罐体纵缝焊接:通过龙门架的行走和横向移动滑板的移动对正焊缝的起始位置;龙门架行走(行走速度为变频无级调速),开始筒体纵缝焊接,操作工通过手动微调功能实时调整焊缝偏移量。机头配有焊接摆动器,需要时可以使用。2.罐体环缝焊接:通过龙门架的行走和横向移动滑板的移动对正焊缝的中间(轴心)位置;通过变位机带动工件回转进行焊缝焊接,机械式跟踪装置自动调整焊枪角度、高度,实时跟踪工件表面;同时机械跟踪装置能对焊缝在轴向的偏移可自动微调。工件回转的速度可自动调整,满足焊接要求。机头配有焊接摆动器,需要时可以使用。机头可整体转动180°,工件正反旋转时都可焊接。主要技术参数设备型号LZM-4.0龙门台车行走速度220-2200mm/min(变频无级调速)焊枪横向移动速度2200mm/min焊枪升降速度390mm/min焊枪升降行程1500mm导轨中心距4200mm导轨规格24kg(精密型)导轨长度36m×2输入电源三相四线制380V/50Hz)