
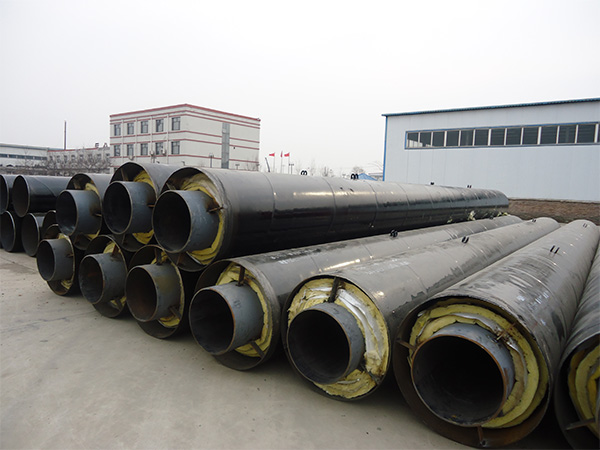
预制直埋钢套钢蒸汽保温管报价电话
价格:568.00
预制直埋钢套钢蒸汽保温管报价电话蒸汽管安装时,其管子下料一般采用机械方法切割和氧***火焰进行切割,其切口表面应平整、无裂纹、重皮、巴刺、凹凸、缩口、熔渣、氧化物、铁屑等,切口端面斜偏差不应大于管子外径的1%,且不得超过3mm。蒸汽管弯头采用模压弯头和煨弯两种方式,宜采用煨弯时,其弯曲半径一般应大于等于4dw,其弯管质量应符合《工业金属管道工程施工及验收规范》g***235-97,铜箔工程蒸汽管由于管径较大,采用氧***火焰进行切割,其弯头采用模压弯头,弯头半径为4d。3、管道焊接。管道坡口的加工宜用角向磨光机加工,对坡口的表面和所要焊接的部位要进行严格的清理,直至露出金属光泽。也可采用等离子弧、氧***焰等热加工方法。采用热加工方法加工坡口后.应去除坡1:3表面的氧化皮、熔潭及影响接头质量的表面层,并将凹凸不平处打磨平整。焊接组对前应将坡口以及其内外侧表面不小于10mm范围内的油、漆、垢、锈、毛刺及镀锌层等清除干净预制直埋钢套钢蒸汽保温管报价电话管道焊缝检验。对于蒸汽管道的安装焊缝,都必须进行外观检查,焊缝宽度的每边超过坡口边缘2mm为宜,焊缝的焊脚高度应符合设计规定,其外形应平缓过度,表面不得有裂纹、气孔、夹渣等缺陷,深度不得大于0.5mm。管道焊缝外观检查合格后,应根据规范设计图纸进行射线探伤检查,当图纸无设计要求时,中、低压蒸汽管焊缝抽查比例为5%,且质量等级不得低于ⅲ级,高压蒸汽管道焊缝进行100%的射线探伤检查,其质量等级不得低于ⅱ级,检验不合格的焊缝应返修重焊,禁止补焊和修焊,返修时应制定返修方案。返修后的焊缝应进行探伤检验。由于铜箔工程的蒸汽管道设计无探伤要求,其设计压力为1.0mpa,根据规范要求可以不进行探伤抽查。)