
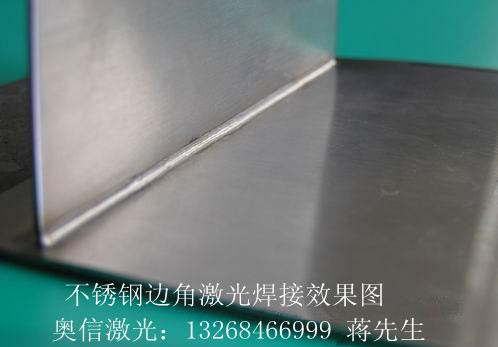
不锈钢薄片激光焊接机 不锈钢片激光对接焊、叠加焊
价格:58000.00
近年来,薄不锈钢片、管等材料在***器械、工业品及日用器皿中的使用越来越广泛。对于这些超薄不锈钢材料的焊接,也提出了更加苛刻的要求。由于材料的厚度太薄。焊接的难度显著增大,目前,通常采用电阻焊方法(主要有点焊和缝焊)。但由于电阻焊时热输入大.很容易导致材料产生变形。在很多情况下会影响器件的使用和外观的美观。钨极***弧焊虽然是焊接不锈钢的合适方法,但是该焊接方法对于不锈钢片难度很大。与传统焊接相比,小功率脉冲激光缝焊具有功率密度高、能量集中、热输入小、焊缝窄和变形小等优点,而且激光束聚焦后可获得很小的光斑,能精密***,这些特点使得激光缝焊比其他焊接方法更适合于小尺寸工件的焊接。对于超薄不锈钢材料的激光焊接,由于材料很薄,很容易汽化穿孔,要想得到一条连续的、无烧穿的焊缝。关键是对参数的***控制。影响到激光焊接质量的主要参数有焊接电流、脉冲宽度、脉冲频率等,其影响效果主要如下:(1)随着电流的增大,焊缝的宽度增大,焊接过程逐渐出现飞溅,焊缝表面出现氧化现象,并有粗糙感。(2)随脉冲宽度的增大,焊缝的宽度也在增大。脉宽的变化对不锈钢超薄板激光焊接的效果影响非常显著。脉冲宽度的微小增大,都可能导致试样被氧化和烧穿。(3)随脉冲频率的增加,焊点重叠率增大,焊缝宽度先增大.后基本保持不变。在显微镜下观察,焊缝越来越光滑美观。但脉冲频率增加到一定值时,焊接过程飞溅严重,焊缝变得粗糙,并且焊接件的上下表面都出现氧化现象。(4)超薄板材料的激光焊接适宜采用正离焦,在相同离焦量的情况下,正离焦激光焊得到的焊缝表面比负离焦时要光滑美观。奥信不锈钢薄片自动激光焊接机技术参数:平均激光功率:200W***大单脉冲能量:80J主机耗电功率:≤8KW焊接深度:0.1-2.5mm焊点大小:0.2-2mm激光波长:1064nm脉冲宽度:0.3-20ms(可调)连击频率:1-100Hz瞄准***:红光***(可选CCD)激光器工作行程:X轴300Y轴200Z轴300(行程可选)电力需求:380V&plu***n;10%/50Hz/60A连续工作时间:≥16h水冷系统:1.5匹/3匹(可选)激光器专用水冷箱使用环境洁净无尘,无震源,10℃-30℃,湿度5%-85%奥信激光焊接机特点:1.采用英国进口陶瓷聚光腔,耐腐蚀,耐高温,光电转化效率高,聚光腔体寿命(8-10年),氙灯寿命800万次以上;2.采用******的自动遮光系统,消除了在工作时光***睛的刺激;3.参数调节双面板设计,封闭腔内增加调节摇杆,操作更加便捷;4.***的工作内腔设计,易于清理及易于回收***;5.激光能量、脉宽、频率可调,适用于各种金属材料的焊接;6.10X显微镜放大,十字光标指示,并采用高速液晶光阀自动遮光。与激光同步7.输出的保护气体,保证焊点美观,焊点不会氧化变色。8.具备24小时连续工作能力,整机工作性能稳定,10000小时之内维护;人性化设计,符合***工学,长时间工作不疲劳。奥信激光薄片对接焊机主要针对0.15-2.0厚的不锈钢薄片焊接。)