
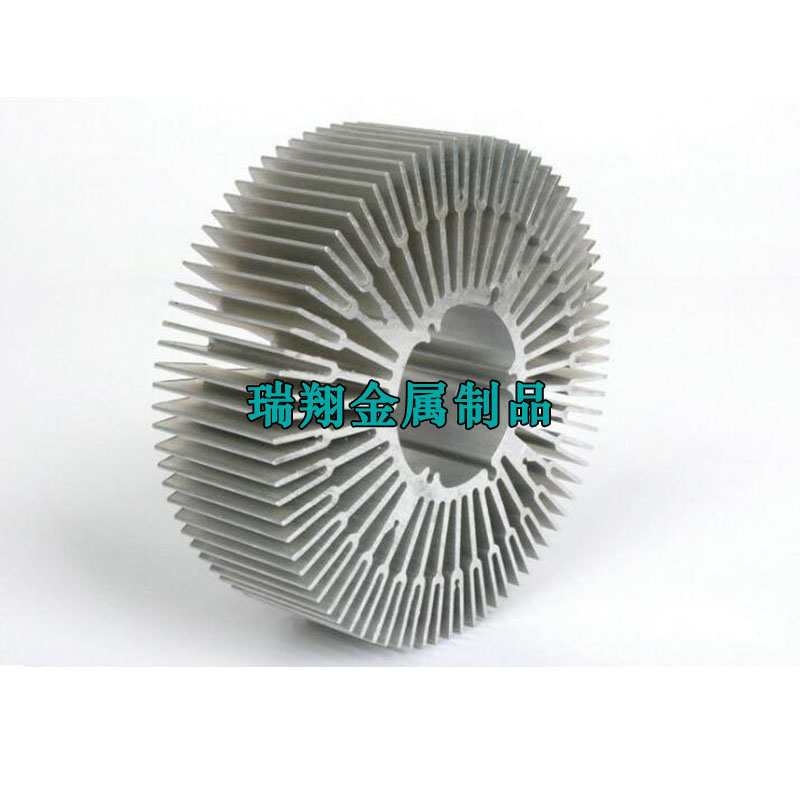
铝合金散热器led挤压模具设计
价格:10.00
3挤压模具的设计要点鉴于铝型材产品的难点分析,我们采用宽展挤压方法生产。经过充分研究,对两端部区域采用30°大宽展角,有利于金属自然流动,在两端形成足够的压容室。为了保证产品挤压出后的截面平直度,需对中心部位与边部的金属流速进行平衡,在模具结构设计方面,***考虑分流孔、工作带、空刀、焊合室、分流桥等5个方面的设计,LED灯具散热器铝合金型材模具结构如图2所示。3.1分流孔分流孔是金属通往型孔的通道。一般来说,分流孔的数量越多,金属的流速越均匀,分流孔体积大的,流速相对快。因此设计时使用六个分流孔的结构并使分流桥遮挡壁厚大的部分,使其起到阻碍金属流动的作用,从而降低此处金属的流速,使型材挤出时速度趋于平稳;分流孔直供齿部壁厚小的部分,使金属流速加快,***终使厚薄处流速相对一致,使得金属的流速趋于均匀,可以有效减小***断面的断裂系数。3.2工作带工作带是模子中垂直模子工作端面并用以保证挤压制品的形状、尺寸和表面质量以及调节金属的流动的区段,对调节金属流速起着重要作用。为了使型材挤出时各部分流动的速度均匀、挤出平稳,将壁厚薄、悬臂大、被模体遮盖住部分的齿部工作带设计为***低,这样有利于减少金属的摩擦力,降低金属的流动阻力。3.3空刀空刀部分是为了减少摩擦,使制品能顺利通过,免遭划伤,以保证产品表面品质。为了防止悬臂折断或偏摆,齿间的空刀设计尽量小;为了防止塞模,齿端部位空刀设计尽量大。3.4焊合室焊合室是把分流孔流出来的金属不断聚集,静压力不断增大,使分流孔之间的金属焊合之后挤出模孔。为了使上下焊合时齿部速度快些,壁厚厚的部位流速慢些,焊合室高度取45mm,周边用R5圆滑过渡,减少死区产生,有利于金属流动,并降低了挤压变形抗力。3.5分流桥为了降低焊合条纹出现的机会或减轻焊合条纹的程度,把分流桥的倒角设计成水滴形,并把分流桥桥尖设计成20°锥形,分流桥桥尖角度越小,分流桥后铝合金流的焊合压力越大,这样有利于金属流动焊合,如图3所示。铝合金散热器led挤压模具设计)