
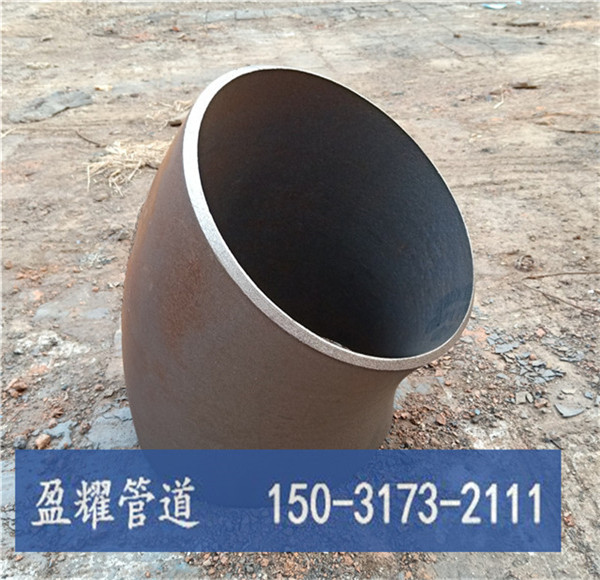
16MN合金弯头生产厂家
价格:10.00
16MN合金弯头出产厂家于我国管道配备制造业基地-河北省沧州市盐山县雁塔路工业区,是开发,研制,出产刚制管件系列产品的***制造企业。我公司现具有夹板锤两台、推制机六台、压力机八台、数控车床二十八台、钻床十二台等的流水出产线。首要出产,国标,美标,日标,德标等标准的普通及特种管件,20#L316316L16MN各种原料弯头,三通,大小头,法兰等管件,非标管件可订加工。广泛应用于各大钢铁、石油、化工、电力等工作。16MN合金弯头首要应用于锅炉管道、热电厂等管道系统中,跟着电力设备机组容量的不断增大,主蒸汽等汽水管道设计也越来越厚,擘厚许多已达到70mm以上,传统的管道焊接操作已不能满意工厂化配管的需求,因此,有必要改进厚壁弯头的焊接工艺。以P91钢厚壁弯头为例,焊前预热及层间温度跟踪。根据P91焊接性能的分析,有必要严格控制焊前预热温度和焊缝层问温度,TIG焊的预热温度挑选100~150℃,***AW升温至250~300℃,在整个焊接过程中,选用远红外测温仪监控焊缝层间温度。焊接时,选用充***维护。P91钢由于合金含量高,铁水活动性差,根部易烧焦。***气可以充分维护金属熔池不被氧化、提高焊缝机械性能,焊接前根据现场实践制造一套简易充***设备,在管道内部构成气室,可以保证厚壁弯头的焊接接头质量。P91铁水活动性差,因此厚壁弯头的焊缝很容易构成夹渣。现场选用角向磨光机收拾,不可运用榔头、錾子用劲敲击,避免发作裂纹。其他,根据《焊接规程》要求:壁厚大于70m的焊口,有必要进行层间检验。当焊缝厚度达到20~25mm时间断焊接,当即进行保温等后热处理,待RT检验合格后接连施焊。厚壁U型厂家常用的厚壁U型弯头成形工艺有热推、冲压、挤压等。处理方法之一:淬火淬火是将弯头加热到临界温度以上,保温一段时间,然后很快放入淬火剂中,使其温度俄然降低,以大于临界冷却速度的速度急速冷却,而获得以马氏体为主的不平衡安排的热处理方法。淬火能添加钢的强度和硬度,但要削减其塑性。淬火中常用的淬火剂有:水、油、碱水和盐类溶液等。处理方法之二:正火正火是将热压弯头加热到临界温度以上,使热压弯头悉数转变为均匀的奥氏体,然后在空气中天然冷却的热处理方法。正火能消除除过共析热压弯头的网状渗碳体,关于亚共析热压弯头正火可细化晶格,提高归纳力学性能,对要求不高的弯头用正火替代淬火工艺是比较经济的。16MN合金弯头按照角度可以分为45度弯头,有90度弯头和180度弯头及其它不同的角度的弯头。按照原料可以分为碳钢弯头,不锈钢弯头,合金钢弯头。按照的曲率半径可分为长半径弯头和短半径弯头。弯头首要的标准国标,电标,中石化标准,船用标准,日标,美标等。弯头具有内壁润滑、热媒活动阻力小,耐酸碱、运用寿命长,设备方便等利益。厚壁弯头制品跟着厚壁工作的不断发展,越来越多的工作和企业运用到了厚壁弯头,关于一些运营商脱颖而出,例如沧州【盈耀】蒸汽合金弯头出产厂家是一家***出产20G厚壁弯头、双相钢厚壁弯头、16MN厚壁弯头、不锈钢厚壁弯头、锅炉厚壁弯头、合金厚壁弯头号集科工贸于一体的有限公司,十多年来获得了丰盛的出产制造经验,一向坚持厚壁弯头的研制开发、模具的制造、出产的工艺、销售、***服务一贯性作业。在厚壁管件商场中酿造出出色的质量及名誉。产品已远销***、美、东南亚等***。)