
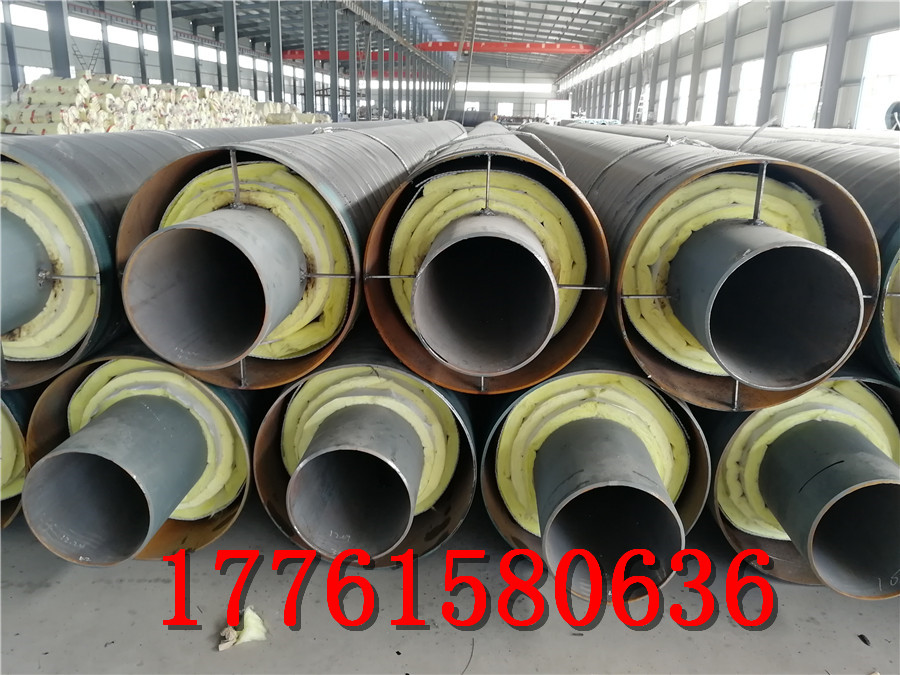
钢套钢蒸汽保温钢管
价格:58.00
蒸汽直埋钢套钢保温钢管,河北新闻资讯,记者(刘编辑)近日获悉,沧州浩瑞管道有限公司是河北一家大型的钢套钢保温钢管厂家,我公司***生产钢套钢蒸汽保温管,钢套钢岩棉保温管,硅酸铝瓦壳蒸汽保温钢管,聚氨酯发泡保温管,预制直埋保温管,聚乙烯发泡保温管,小区集中供热聚氨酯保温管.钢套钢直埋保温钢管钢套钢结构亦即“钢地沟”。外护层采用钢管,强度大大增加,长期运行安全可靠性大,密封防水性能好,潜在隐患少。因其密封性好,无渗漏,保温效果更好。外滑动型钢套钢结构还可以配合使用“空气夹层”和“真空绝热”技术。目前,钢套钢结构是我国普遍采用的直埋管道结构。鉴于我厂是***从事钢套钢保温钢管,钢套钢蒸汽保温弯头的厂家许多施工安装经验要与大家分享一下,浩瑞管道有限公司生产的钢套钢直埋蒸汽保温管广泛用于液体、气体的输送管网,化工管道保温工程石油、化工、集中供***、***空调通风管道、鹤壁政工程等。钢套钢保温钢管的内滑动内固定就是将工作钢管通过一定的结构形式固定在外保护管上,充分利用外保护管的强度和刚度以及外保护管与土壤之间的摩擦力来使内管固定,不用钢筋混凝土结构固定,可节省钢筋混凝土支墩。只有以钢管作为外保护管才可能采用内固定形式。固定端有隔热设施,以减少热桥效应,同时外保护管应有足够的强度,以满足管道水平推力的要求。对"钢套钢"保温结构,采用内固定结构具有很大的优越性。根据外护管的不同,又可分为钢套钢结构和钢套钢复合结构。钢套钢直埋保温钢管钢套钢保温管保温结构依据滑动方式不同分为:内滑动式与外滑动式外滑动结构技术特点:1、外滑动结构由于保温层与外护管之间有一层空气层,管道在运输及施工过程中浸的水可在逐步暖管过程中排出,因而比较适合于雨量充沛、水位高的地区。但对于氯离子、硫离子等含量比较高的土壤(尤其在沿海地区),对外钢管的防腐需加强。2、外滑动结构是基于“钢地沟”的思想设计而成,可充分利用弯头进行自然补偿,降低了成本,同时减小了固定墩推力。3、将管线在固定墩处分为多个相对的部分,在两固定墩之间设排潮管(为两套),则排潮管既能排除潮湿气体,又可作为日常运行的信号管,可随时监测管网运行情况。4、外滑动结构可根据需要改造成抽真空结构。直埋钢套钢保温管道结构机理钢套钢直埋蒸汽保温管弯头用钢套管外护,内作保温处理。根据管线设计时弯头的补偿量,相应加大外护套管的直径,以保证膨胀变形后,弯头部位仍有足够的保温厚度。保温材料也要作相应改变,选用高回弹软质保温材料。保温弯头也在预制厂做成保温预制件。钢套钢直埋蒸汽保温管三通、异径管三通、异径管一般用在蒸汽管干线的分支处,为用户提供热源的必须手段,在以上节点的处理上,我公司产品有独到的技术处理经验,可以为用户提供***优的建议,一般情况下,在三通或四通处,设置固定点,用以确保管线的稳定性,另外在支线上设置自然补偿来减小对干线的推力三通、异径管可进行现场保温,也可做成预制件,可根据设计给出的位移量,适当加大丁字钢外套,加大支管方向的保温厚度。钢套钢蒸汽直埋保温管的热补偿采用优质波纹管补偿器,并将其装设在套管内,做成直埋形式,无须设置观察井,施工操作方便、工期短。技术参数:工作钢管钢管类型:一般情况下DN150及以下管径采用无缝钢管,DN200及以上管径采用螺旋焊管材质:无缝管为20#钢,螺旋焊管为Q235B执行标准:无缝钢管执行GB/T8163-1999标准,螺旋埋弧焊钢管执行标准、GB/T9711.1标准钢套管钢管类型:螺旋焊管材质:Q235B执行标准:螺旋焊管SYT5037-2000离心玻璃棉密度:≥48㎏/m3纤维平均直径:≤8μm渣球含量:≤0.3%含水率:≤1%不燃性:***腐蚀性:无导热系数(705℃):≤0.042W/(m.℃)执行标准:GB13350纤维缠绕增强玻璃钢生产工艺:纤维增强热固树脂管道缠绕工艺增强材料:无碱无捻玻璃纤维树脂:邻苯或间苯不饱和聚酯树脂参照标准:树脂耐温:邻苯型70℃,间苯型100℃玻璃钢外护管密度:环向弯曲模量:轴向弯曲及拉伸模量:泊松比:0.25~0.4热膨胀系数:23.010-6(1/℃)预制直埋钢套钢保温管道的节点处理:钢套钢直埋蒸汽保温管疏水系统疏水系统设置在补偿器的疏水口或者安装在尽量靠近内固定的地方,如果疏水系统设置在管道上,应先在管道上安装集水罐,然后用金属软管引出,上返至疏水操作井内列出两个分支管,一个为启动疏水,一个为经常性疏水。经常性疏水用热动力疏水阀控制,然后引入排水井或窨井,建议操作井与排水井分开,便于操作,避免发生***。阀门蒸汽管道的阀门,推荐安装在阀门井内,以利于操作和维修。同时在安装阀门时,阀门两端的管道应加波纹帽对保温层进行密封,防止井内的水气进入到保温层内部。生产方法:大口径螺旋焊管(双面埋弧螺旋焊管)是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管.(1)原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。??(2)带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。??(3)成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。??(4)采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。??(5)采用外控或内控辊式成型。每批钢管头三根要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。??(6)采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。??(7)内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范。?(9)采用空气等离子切割机将钢管切成单根。焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了100%的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时消除缺陷。??(10)切成单根钢管后,每批钢管头三根要进行严格的首检制度,检查焊缝的化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格。??(11)焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经消除。??(12)带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查。??(13)每根钢管经过静水压试验,压力采用径向密封。试验压力和时间都由钢管水压微机检测装置严格控制。)