
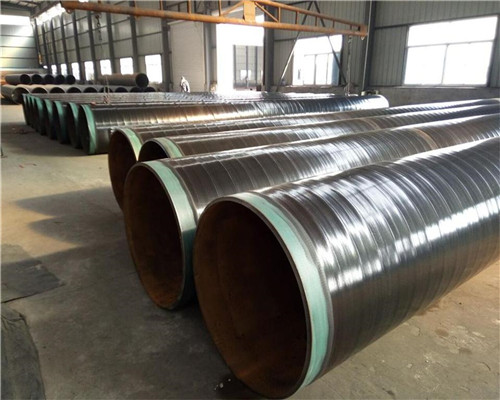
***输送用3PE防腐钢管
承压流体输送用螺旋缝埋弧焊钢管主要用于输送石油、***的管线;承压流体输送用螺旋缝高频焊钢管,用高频搭接焊法焊接的,用于承压流体输送的螺旋缝高频焊钢管。钢管承压能力强,塑性好,便于焊接和加工成型;一般低压流体输送用螺旋缝埋弧焊钢管,采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等一般低压流体输送用埋弧焊钢管现在螺旋钢管的常用标准一般分为:(部标、也叫普通流体输送管道用螺旋缝埋弧焊钢管)(国标、也叫石油***工业输送钢管交货技术条件***部分:***钢管(到目前要求严格的有GB/T9711.2B级钢管))、API-5L(美国石油协会、也叫管线钢管;其中分为PSL1和PSL2两个级别)、SY/T5040-92(桩用螺旋缝埋弧焊钢管)螺旋管特点:直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。螺旋钢管的生产检测工艺详细介绍在螺旋钢管生产检测中,曾出现过用MFL法检测不出螺旋钢管中透壁大孔洞的现象。抛开管理及人员因素,在技术上也应探入分板并加以防范。对于用MFL法能探出表面多深的缺陷,一直没有明确的结论。这与仪器及探头性能及缺陷尺寸形状等都有关系。螺旋钢管,由于检测速度高,穿过式线圈ET法多年来广泛用于检测螺旋钢管质量,特别是其致密性。在使用中证明,它难以探出铁磁性螺旋钢管中的裂纹状缺陷,所以在高标准的ET中,采用探针式线圈ET法。此外,对于ET法究竟能探出表面多深的缺隐这样一个简单问题,似乎至今也未形成一个明确的共识。对于螺旋钢管中常常产生的“外折”类缺陷,不少涡流仪器与探头也往往发现不了。经常出现外折肉眼明显可见,却无法将之用ET仪报警的尴尬现象。自从出现了扇区式相位报警的涡流设备后,这种局面得到了根本的改变。但选择合适的仪器与探头并正确调整它,仍是不容忽视的重要问题。影响可靠性的另一重要因素是自然缺陷与管表面的夹角。理论计算与实验研究证明:当人工刻槽沿壁厚方向的取向与管外表面夹角为30度时,即无法用MFL检测出与表面平行的缺陷,如分层类缺陷。检测线圈在涡流检验中,为了适应不同探伤目的,按照检测线圈和被检构件的相互关系分为穿过式线圈、内通式线圈和放里式线圈三大类。如需将工件插入并通过线圈检测时采用穿过式线圈。对管件进行检测时,有时必须把线圈放入厚壁螺旋钢管内部进行检验,则采用内通式线圈。采用放t式(点式)线圈时,把线圈放置于被查的工件表面进行检测。这种线圈体积小、线圈内部一般带有磁芯,灵敏度高,便于携带,适用于大型构件以及板材、带材等表面裂纹检验。按照检测线圈的使用方式,可分为***线圈式、标准比较线圈式和自比较式等三种型式。只用一个检测线圈称为***线圈式.用两个检测线圈接成差动形式,称为标准比较线圈式。采用两个线圈放于同一被检构件的不同部位,作为比较标准线圈,称自比较式,是标准比较线圈式的特例。)