
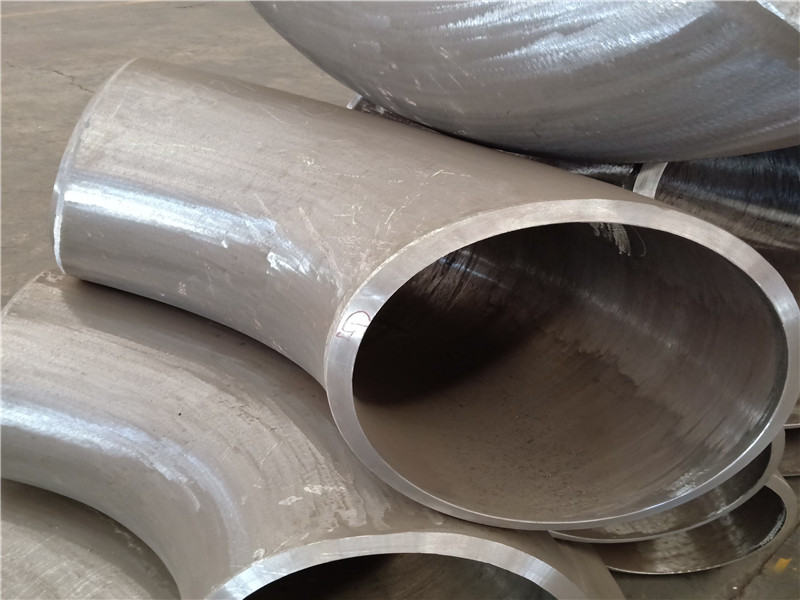
90度有缝热压弯头生产厂家
大口径碳钢弯头生产厂家随着科学技术不断发展,材料也不断创新,相继出现铸石、铸钢、合金、离心浇注复合陶瓷等材料。其中管道内衬氧化铝陶瓷以其高耐磨性、高硬度、耐氧化、耐腐蚀性好和极高的耐高低温强度性能,国外进口设备,大部分都是用这种碳钢弯头,如华能大连发电厂、华能岳阳发电厂一期、国华三河发电厂、大唐徒河发电厂、江苏利港发电厂等厂,碳钢弯头出厂就装贴耐磨陶瓷。已成为一种应用*广泛耐磨材料,占据了世界特种陶瓷市场份额(耐磨材料)的80%左右。90度热压无缝弯头生产厂家产品涉及范围广泛:大型弯头、大口径弯头系列、不锈钢弯头系列、碳钢弯头系列、合金钢弯头系列、国标弯头、非标弯头、美标弯头、德标弯头、俄标弯头、日标弯头、电厂用高压弯头、电标弯头、船用弯头系列,我厂产品主要还有:碳钢弯头、合金钢弯头、不锈钢弯头、厚壁弯头、电厂用弯头、异型弯头、压制弯头、无缝弯头。盈耀管业制造有限公司地处“中国管道装备之乡”的河北省盐山县境内。东临黄骅大港,北靠京、津,南依济南、205国道、104国道、京沪铁路、京福高速交叉过境,交通运输十分便利。90°热压弯头生产厂家正火是将90度热压弯头加热到临界温度以上,使90度热压弯头全部转变为均匀的奥氏体,然后在空气中自然冷却的热处理方法。正火能消除除过共析90度热压弯头的网状渗碳体,对于亚共析90度热压弯头正火可细化晶格,提高综合力学性能,对要求不高的弯头用正火代替淬火工艺是比较经济的。编辑本段标准制造标准制造标准可分为国标、电标、水标、美标、德标、日标、俄标等。90度热压弯头几何形状的主参数有曲率半径R、与曲率半径圆垂直的截面不圆度(实际截面直径Ds-标准截面直径Db)及壁厚δ(见图1)。影响90度热压弯头几何形状的工艺参数有:90度热压用坯料的材质、壁厚和外径、芯棒头的材质及形状、加热温度及其分布以及推进速度。下面分别讨论各工艺参数对90度热压弯头几何形状的影响。90度热压无缝弯头用坯料的材质、壁厚和外径对90度热压弯头几何形状的影响火力发电行业常用90度热压弯头的材质有WB36和A335P22等。WB36的高温强度小于A335P22的高温强度,WB36的高温塑性小于A335P22的高温塑性,WB36的导热系数小于A335P22的导热系数。故在坯料外径、壁厚及芯棒头形状尺寸相同的情况下,WB36与模具的贴合性能小于A335P22。90度热压弯头需要正火+回火热处理、机加工端口,壁厚需留有烧损及机加工余量。一般余量为弯头理论壁厚的10%~20%。弯头壁厚δ与截面直径D比值越小,与模具的贴合性能越好,但弯头内弧越容易失稳起皱。根据金属在塑性变形时体积不变、90度热压成形时壁厚不变(实际微减薄)、弯头外弧长度与管坯长度相等的特点,推导出90度热压管坯外径公式:式中Dp———管坯外径;R———弯头曲率半径;δ———弯头壁厚;D———弯头截面直径。90°热压弯头生产厂家碳钢无缝弯头成型工艺适用于制造工作压力小于10MPa、弯头内径d125mm,弯头中径D与弯头内径d比值D/d1.5的任何弯头,而弯头中径的大小不受限制。例如可以加工弯头内径为12m,弯头中径为60m以上的大型弯头。碳钢弯头成型基本工艺过程是:首先焊接一个横截面为多边形的多棱环壳或两端封闭的多棱扇形壳,内部冲满压力介质后,施以内压,在内压作用下横截面由多边形逐渐变成圆,*终成为一个圆形环壳。根据需要,一个圆形环壳可以切割成4个90弯头或6个60弯头或其它规格的弯头,该工艺适用于制造弯头中径与弯头内径比大于1.5的任何规格大型弯头,是目前制造大型承压弯头的理想方法。昨天,“积极稳妥做好去产能过程中的人员安置工作,扎实推进供给侧结构性改革”提案办理协商会,发改委、***以及***相关负责人,分别介绍了将要推出的政策措施。北京晨报记者了解到,去产能过程中有关人员安置措施政策将于近期发布碳钢弯头首先按它的曲率半径来分,可分为长半径弯头和短半径弯头。长半径弯头指它的曲率半径等于1.5倍的管子外径,即R1.5D。热推制成的无缝弯头具有如下优点:1)产品质量方面:产品化学成分不变,晶粒细化,金相***符合要求。几何尺寸、圆度误差、角度误差与壁厚减薄量可以实现严格控制,内外表面平整、光洁、美观、无氧化、脱碳、起皱、重皮、裂纹等缺陷。机械性能优良,可以确保安全使用。2)可以实现推制急弯及任意度数的接头,是其他弯头制作技术无法达到的。3)热推制无缝弯头技术是在高技术工艺装备和机械化自动化程度较高的条件下生产的。因此,产品质量稳定性可靠、生产效率高、劳动强度低。无缝弯头是用于管道转弯处的一种管件。在管道系统所使用的全部管件中,所占比例大,约有80%。一般对不同材料或壁厚的弯头会选择不同的成形工艺。目前,无缝弯头制造厂常用的无缝弯头成形工艺有热推、冲压、挤压等工艺。)