
国标无缝弯头生产厂家
价格:10.00
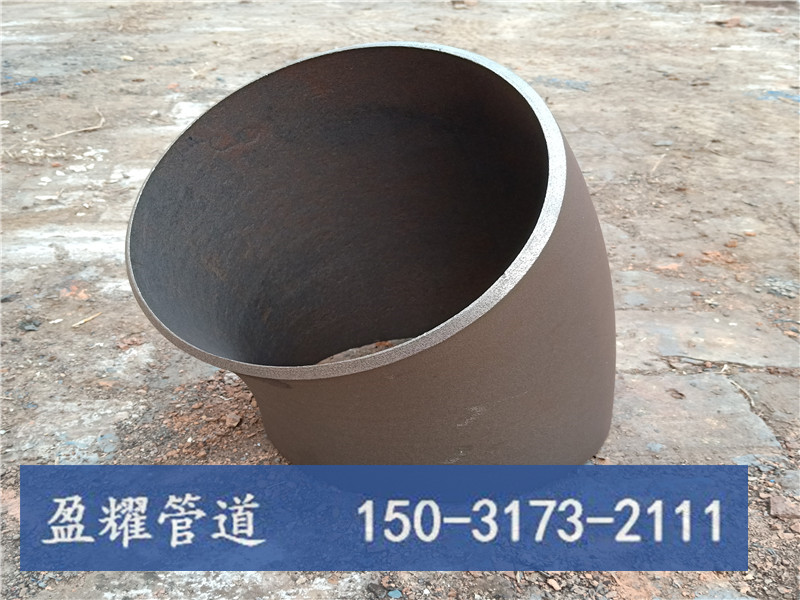
国标无缝弯头生产厂家河北新闻资讯,记者(王编辑)【盈耀管业15031732111】质量在我手中,客户在我心中,质量赢得市场,诚信铸就品质,责任是质量的保证,质量是品牌的生命,盈耀集团是一家***生产合金钢盲板法兰厂家价格低廉,规格齐全物美价廉,我们公司秉承;不收不良品/不做不良品/不出不良品,严格把握质量关的大门,选择我们,选择盈耀,开启我们成功的大门。高压弯头也可以称做厚壁弯头,是用于管道转弯处的一种管件。在管道系统所使用的全部管件中,所占比例da,约为80%。通常,对不同材料或壁厚的弯头选择不同的成形工艺。制造厂常用的无缝弯头成形工艺有热推、冲压、挤压等。1处理方法之一:淬火淬火是将弯头加热到临界温度以上,保温一段时间,然后很快放入淬火剂中,使其温度骤然降低,以大于临界冷却速度的速度急速冷却,而获得以马氏体为主的不平衡***的热处理方法。淬火能增加钢的强度和硬度,但要减少其塑性。淬火中常用的淬火剂有:水、油、碱水和盐类溶液等。2处理方法之二:正火正火是将热压弯头加热到临界温度以上,使热压弯头全部转变为均匀的奥氏体,然后在空气中自然冷却的热处理方法。正火能消除除过共析热压弯头的网状渗碳体,对于亚共析热压弯头正火可细化晶格,提高综合力学性能,对要求不高的弯头用正火代替淬火工艺是比较经济的。厚壁弯头的回火和退火是决定弯头成型后的质量的因素之一,如果把握好这两个环节,那我们的弯头生产必将会提高生产效率。将已经淬火的热压弯头重新加热到一定温度,再用一定方法冷却称为回火。其目的是消除淬火产生的内应力,降低硬度和脆性,以取得预期的力学性能。回火分高温回火、中温回火和低温回火三类。回火多与淬火、正火配合使用。短半径高压弯头的根本工艺过程:首先焊接一个横截面为多边形的多棱环壳或两端***的多棱扇形壳,内部冲满压力介质后,施以内压,在内压作用下横截面由多边形逐步变成圆,*终成为一个圆形环壳。依据需求,一个圆形环壳能够切割成4个90度弯头或6个60度弯头或其它规格的弯头,该工艺适用于制造弯头中径与弯头内径比大于1.5的任何规格大型弯头,是目前制造大型合金厚壁弯头的理想办法。高压弯头成形工艺是采用专用弯头推制机、芯模和加热装置,使套在模具上的坯料在推制机的推动下向前运动,在运动中被加热、扩径并弯曲成形的过程。管坯摆放在下模上,将内芯及端模装入管坯,上模向下运动开始压制,通过外模的约束和内模的支撑作用使弯头成形。与热推工艺相比,冲压成形的外观质量不如前者。除上述三种常用的成形工艺以外,无缝弯头成形还有采用将管坯挤压到外模后,再通过管坯内通球的成形工艺。但这种工艺相对复杂、操作麻烦,且成形质量不如前述工艺,故较少采用。按照度数可以分为45度20g弯头,90度20g弯头和180度20g弯头。高压弯头按照角度可以分为45度短半径弯头,有90度短半径弯头和180度短半径弯头及其它不同的角度的弯头。按照材质可以分为碳钢短半径弯头,不锈钢短半径弯头,合金钢短半径弯头。按照的曲率半径可分为长半径短半径弯头和短半径短半径弯头。短半径弯头主要的标准国标,电标,中石化标准,船用标准,日标,美标等。短半径弯头具有内壁光滑、热媒流动阻力小,耐酸碱、使用寿命长,安装方便等优点。"诚信打市场、靠质量闯天下"是我厂的经营理念和立足之本,我们将以优良的品质,优惠的价位,齐全的品种和较短的交货期,向您提供优质的服务。龙管公司公司始终坚持:***益以质为本;高信誉以德为本;高科技以人为本;高质量以法为本,以***的管理理念,生产出高质量的产品回馈于广大用户。短半径高压弯头生产厂家欢迎社会各界朋友前来洽谈,选购。合金高压无缝弯头由合金钢管通过热煨成型的无缝弯头,是用于管道安装中的一种连接管件,不同的高压合金无缝弯头使用的领域是不一样。高压合金无缝弯头合金钢管的优点是可以回收,符合环保、节能、节约资源的要求,鼓励扩大高压合金管的应用领域。目前我国合金管消费量占钢材总量的比重仅为发达***的一半,合金管使用领域扩大为行业发展提供更广阔的空间。根据研究,未来我国高压合金管长材的需求年均增长可达10-15%。合金管是钢管按照生产用料(也就是材质)来定义的,顾名思义就是合金做的管子;而无缝管是钢管按照生产工艺(有缝无缝)来定义的,区别于无缝管的就是有缝管,包括直缝焊管和螺旋管。大口径煨制弯管生产厂家中频弯管目前广泛应用于电力、石油、化工、航海、核工业等工程领域的管道预制中,但中频弯管在起弧处波浪褶皱明显偏大,特别是弯曲半径小于3Do(Do为管外径)时,内弧波浪褶皱更大,严重影响产品的外观质量,这是几十年来国产弯管机无法解决也急需解决的问题。其实,热煨弯管也叫做中频弯管,其生产工艺属于热扩的范围。工艺是这样的:是直管下料厚通过弯管推制机在钢管待弯部分套上感应圈,用机械转臂卡住管头,在感应圈中通入中频电流加热钢管,当钢管温度升高到塑性状态时,在钢管后端用机械推力推进,进行弯制,中频弯管弯制出的钢管部分迅速用冷却剂冷却,这样边加热、边推进、边弯制、边冷却,不断将弯管弯制出来。在大口径冷弯管制作过程中,确保钢管表面褶皱和椭圆度符合技术规范,一直是弯管技术和施工人员面临的主要问题。怎样才能生产出满足管道施工使用要求的冷弯管,解决冷弯管生产中存在的一些技术难题,始终是弯管预制人员探索的目标。大口径弯管主要用于加热直缝管、无缝钢管,通过中频加热后,达到效果才能生产。中频感应加热弯管是一种***的弯管方法。但是,如果弯管工艺不当,可能出现管材金属***松弛损伤现象。这种损伤表现为一种微细的晶界裂纹,对管材的机械性能及使用寿命有一定的不良影响。中频弯管的加热范围窄,管壁内外温度不均,在弯管过程中管材受到骤冷骤热,这是它本身固有的弱点)