

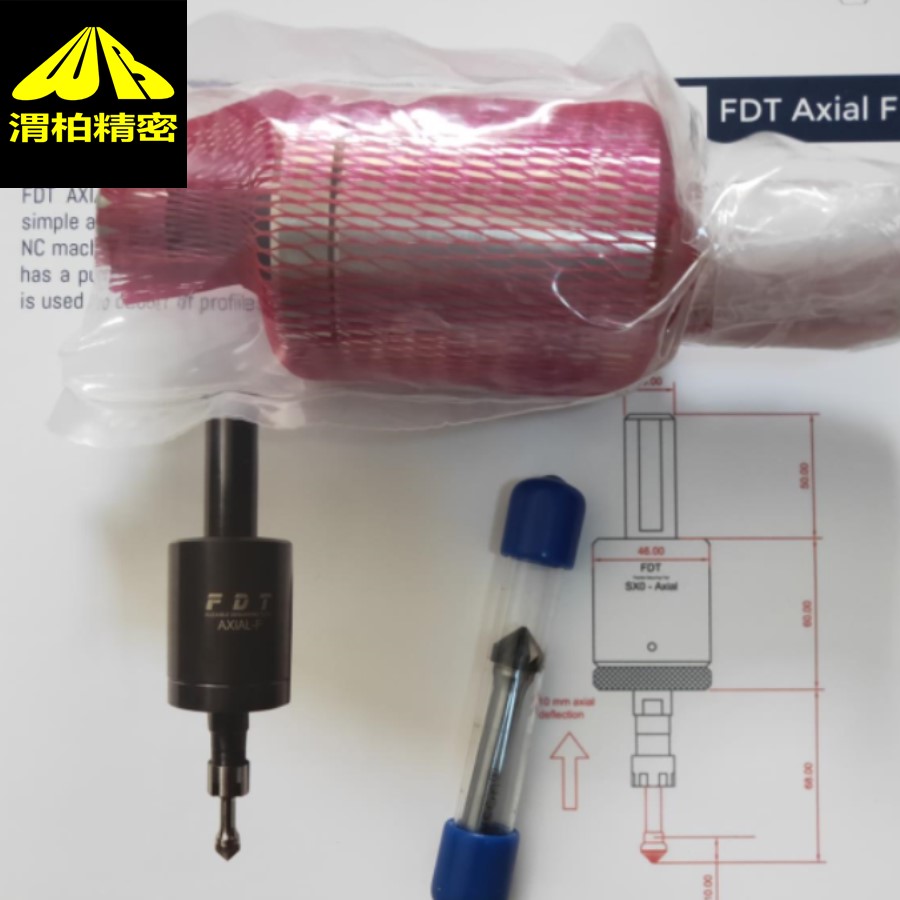
广东AKS硬质合金浮动去毛刺倒角刀FDT
广东AKS硬质合金浮动去毛刺倒角刀FDT优势:1.AKS硬质合金旋转锉使用硬质合金原生料。我们只使用原生料:原生料颗粒均匀,产品质量稳定。再生料颗粒大小不一,刀头不耐磨,使用寿命低。渭柏精密提供AKS去毛刺工具|AKS倒角刀|AKS柔性去毛刺工具|AKS浮动倒角刀|AKS浮动去毛刺|AKS倒角刀柄|AKS加工中心浮动刀柄|AKS浮动刀柄|AKS旋转锉|AKS硬质合金旋转锉,2.我们的硬质合金材料为实心料(整体全为硬质合金),不同于其他家使用中空料(中间部分为钢件,外部包裹硬质合金)。实心料有效避免了在使用过程中的崩裂飞溅,有效保护工人安全。空心料皮薄,加工过程中抗冲击能力差,有崩刃飞溅的可能,容易导致工人受伤。我们的柄部材料:35CrMo(专用钎具钢),优于其他家的40Cr或者42CrMo等材料3.我们的焊接材料:银钎焊(应力效应小),强度远高于铜焊。为什么我们价格会贵些:我们的加工工艺为慢速加工,机床倍率一般低于50%,在***过程中,倍率过高,会导致刃口平整度下降,易产生锯齿状,使用过程中崩刃效应放大,而且刀具排屑槽光洁度变差,易导致拍屑不畅,从而升温加剧,刀具寿命低。加工参数:驱动方式:主轴驱动转速:3000—8000rpm(起始推荐5000rpm)进给:2000—5000mm/min(起始推荐3000mm/min)大浮动量:5mm(使用标准长旋转锉)(100mm长的旋转锉后者倒角刀时可以达到10mm)偏移角度:侧向5°使用ER-11的夹头,刀头柄部夹持范围可以从0.5mm-7mm整体刀具柄部为侧固20mm./HSK,SK或者是其他刀柄可以按需生产所有工件材料都可以用它来去毛刺倒角优点免维护高进给高转速(3000-8000rpm/2-5m/min)整个工件倒角大小均匀紧凑的设计适用于任何形式的机床(适合于小的机床)浮动去毛刺倒角刀具在数控机床上的使用FDTSXO用来给工件不平整边缘倒角和去除毛刺,它能在工件的实际轮廓和程序间自动补偿渭柏精密提供去AKS毛刺工具|AKS倒角刀|AKS柔性去毛刺工具|AKS浮动倒角刀|AKS浮动去毛***,工作参数1.主轴速度:我们推荐转速5000rpm高转速8000rpm(请根据机床商提供的机床高转速决定)2.进给量推荐进给值:F=3000mm/min进给值必须在加工过程中保持一致,否则会导致倒角大小不一致。轮廓的程序编制的时候尽可能的让刀具接近拐角,这样才能去掉拐角毛刺。3.侧向压力在***使用浮动去毛刺倒角刀的时候我们建议把侧向压力设置为5mm左右,如果切削头不能平稳加工(比如:切削头跳动或者切削不到)说明接触的压力太低,必须要加大。压入量直接影响倒角去毛刺的厚度,通常情况下压入量越多,倒角越大。浮动刀柄|浮动去毛***柄4.刀柄尾部调节螺丝深度大10mm(从螺丝朝外断面到刀柄尾端断面距离),初始设置为5mm.浮动去毛刺倒角刀柄工具的使用FDTSXO浮动去毛刺倒角工具:通过主轴驱动,可以达到5mm的径向偏移量(标准旋转锉或者倒角铣刀露出夹头部分为20mm)。要保证在走轮廓程序时所有的轮廓都能被加工,切削头需要有1-3mm的预压入量。切削方向FDT浮动去毛刺倒角刀:刀具需要顺时针旋转,加工过程中围绕工件顺铣。渭柏精密提供去AKS毛刺工具|AKS倒角刀|AKS柔性去毛刺工具|AKS浮动倒角刀|AKS浮动去毛***,倒角去毛刺接触点:倒角通常需要使用锥度倒角切削头。可以使用切削头的顶端进行加工,也可以使用切削头根部进行加工。在工件外形和工装夹具允许的前提下,我们建议尽可能使用切削头的后部刃口进行加工,这样能得到更好的倒角去毛刺效果和更短的加工时间。渭柏精密提供去AKS毛刺工具|AKS倒角刀|AKS柔性去毛刺工具|AKS浮动倒角刀|AKS浮动去毛***,去毛刺过程中的侧面偏移量(压入量)确保在加工过程中,刀具始终有一个相对于工件轮廓的预偏移量(预紧量)1-3mm。渭柏精密提供去AKS毛刺工具|AKS倒角刀|AKS柔性去毛刺工具|AKS浮动倒角刀|AKS浮动去毛***刀具加工路径:对于浮动去毛刺倒角刀来说,内角(两面交界处)的加工稍微复杂些,通常情况下切削头不能同时接触内角垂直的两个面,因为这样同时加工两个面产生的力的不平衡容易导致工具的震动。我们建议增加一个让切削头(旋转锉或者倒角铣刀)不同时接触垂直两面的刀具路径。当接近这样的内角时,刀具适当往上提,让锥度切削头的顶部接触工件,这样切削头更容易接近这样的内角(注:当使用切削头顶端加工时,加工速度应降低。)当在加工到工件垂直内角时需要通过圆弧程序来完成加工内角。渭柏精密提供去AKS毛刺工具|AKS倒角刀|AKS柔性去毛刺工具|AKS浮动倒角刀|AKS浮动去毛***,在加工外角时需在工件以外来改变加工方向常见问题:过度倒角:1,增加进给2,减小侧向压入量(过小的侧向压入量会导致刀具跳动从而损伤工件和刀具及机床)倒角不一致:1,由于方向的变化,进给速度不是恒定的——降低进给2,进给过低——增加进给速度3,工具位置(压入量)没有调整好——侧向压入量为1-3mm倒角过小:1,减小进给率2,增加侧向压力3,降低主轴转速倒角不平:1,增加主轴转速2,更换切削头浮动去毛刺倒角刀柄装配100mm长切削头图纸渭柏精密提供去AKS毛刺工具|AKS倒角刀|AKS柔性去毛刺工具|AKS浮动倒角刀|AKS浮动去毛***,重要说明关于链接刀柄:FDTSX0浮动倒角去轮廓毛刺工具是按照小化设计,导致的结果是该刀具柄部单边厚度过薄,所以我们建议使用ER刀柄进行加持,尽量不要使用侧固刀柄加持,如果非要使用侧固加持,请留意侧固螺丝不要锁得过紧。关于预去除毛刺的大小:如果预去除的毛刺过大,使用FDTSX0浮动倒角去毛***具及旋转锉无法去除干净,您需要在使用我们工具之前先用一支刚性的倒角刀预去除下毛刺(程序需要轮廓外放至安全距离),然后再使用我们的浮动去毛***柄。切削头(旋转锉)订购选型如下:标准情况默认选3号密齿,特殊情况使用5号密齿(光洁度要求特别高),但是5号密齿倒角偏小。)