
忻州钢丝网骨架复合管多少钱一米
价格:22.00
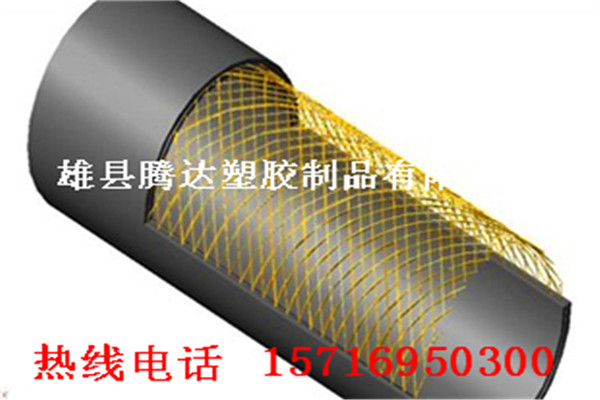
钢丝网骨架复合管管道连接1·钢丝网骨架塑料复合管一般采用电熔法连接,要对焊接表面即套筒内表面和宽封口外表面进行打磨,去除氧化层,这对保证熔焊质量极为重要,插口打磨好后应用塑料袋包好,防止下管时弄脏接口。2·用水或***清洗焊接面的泥沙、油渍,然后再用95%以上的酒精清洗,确保焊接表面清洁,用钢刷或电动钢刷打毛焊接表面。3·对接的两根管表面划上焊接区标记,用锤子轻击电熔接头四周,将电熔接头打入到标记处(两管头各打入电熔接头长度的一半)为止,禁止敲击电源接线柱处。4·检查焊接电源线接触是否良好,输送端插头是否变形、有油污泥沙或电氧化层,检查管子(或管件)是否完好,电熔接头中的铜线是否断线。上述检查合格后,才可进行下一步操作。5·用表测焊机输入端电压,是否在220V&plu***n;20V范围内,如不在此范围内不能焊接。6·将扶正器夹在管线上,两个卡环调到适当位置,注意电源插孔与扶正器的相对位置,拧到位时扶正器卡环应抵住电熔接头。7·拧紧卡环螺栓,用对角上两条拉杆轮换将待装管拉到位,拧紧拉杆上的螺母准备焊接。8·管道电熔连接时,应控制电熔套筒观察孔内塑料的熔融态,当塑料已充满观察孔,并突出孔外高3mm以上可认为焊接完成;当观察孔内的塑料未能露出时,一般可根据管道直径大小、气温高低分3~5个时段焊接,每个时段5~8min,直至焊好为止。管道电熔连接冷却期间,不得移动管材、管件或在其上施加任何外力(一般在2~3h后方可受力)。)