
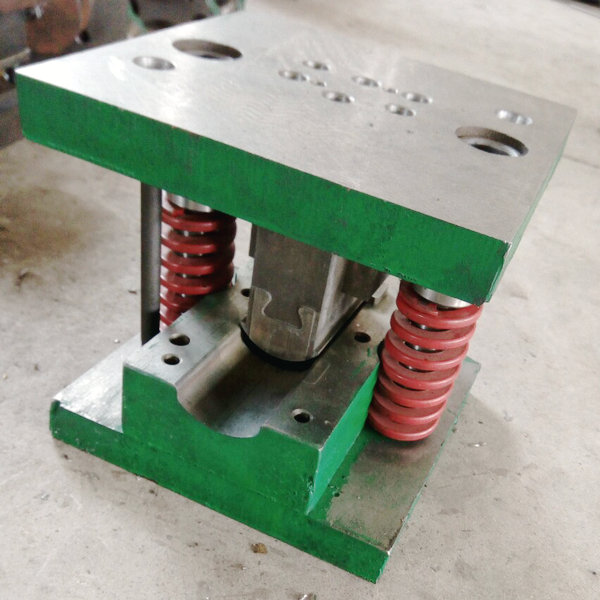
高硬度合金钢冲压模具
价格:600.00
婚姻的难处在于我们是和对方的优点谈恋爱,却和她的缺点生活在一起。冲压模具报价详情:http://冲压模具:砂型铸模的工艺流程砂型铸模的工艺流程为:制定零件图,制造工艺模型,造型.熔化合金和浇铸,清理铸模和修饰型腔。下面以拉延成形模为例介绍其工艺过程。l、升图和制造工艺模型:根据零件图对其各部尺寸按锌合金线收缩系数定向放缩尺,并设计浇冒口和冷铁。所以绘制出模型工艺图,根据此图加工制造工艺模型。2、凸模模形制造:按照模型工艺图提供的各项尺寸,选用优质木材制作凸模模型。模型的尺寸精度要求达到木模二级精度。木模表面涂刷漆片使表面粗糙度Rz值小于10μm。拔模斜度取士1°。3、凹模模型制造:凹模制造是在凸模工作表面上贴上一层与产品零件厚度相等的铅皮,以制出凸、四之间的间隙。应对凸模铅皮表面进行喷漆,以使铸后的凹模型面的粗糙度数值小。凹模模型采用熟石膏制造。为了凸、凹模模型在浇铸石膏时便于分开,应在分模面上喷涂一层脱模剂(如聚***的***溶液)。浇铸后,应将石膏凹模模型进行千燥,之后再,进行脱模。应对型腔表面及分模面进行喷漆。4、造型。选用强度高、颗粒较细的型砂作为造型材料。因为锌合金浇铸温度比较低,对型砂的耐火性和透气性要求不高。对凸模和凹模分别进行造型,可以选用砂箱造型或地坑造型等造型方法。按模具的要求,浇铸系统采用底注式或敞开式。由于锌合金收缩系数较大,应设补缩冒口。5、锌合金熔化6、浇铸:对于中、小型模具可以采用干型浇铸,也可以.采用涅型浇铸。涅型浇铸的排气孔应多些。浇铸锌合金时,应使合金液流缓慢而平稳地注入型腔。对于大型模具,为了防止或减少模具型腔变形,浇铸时可以在型腔周围设置冷却水管或加冷铁,保证液态合金的顺序凝固。冲压模具报价详情:http://)