
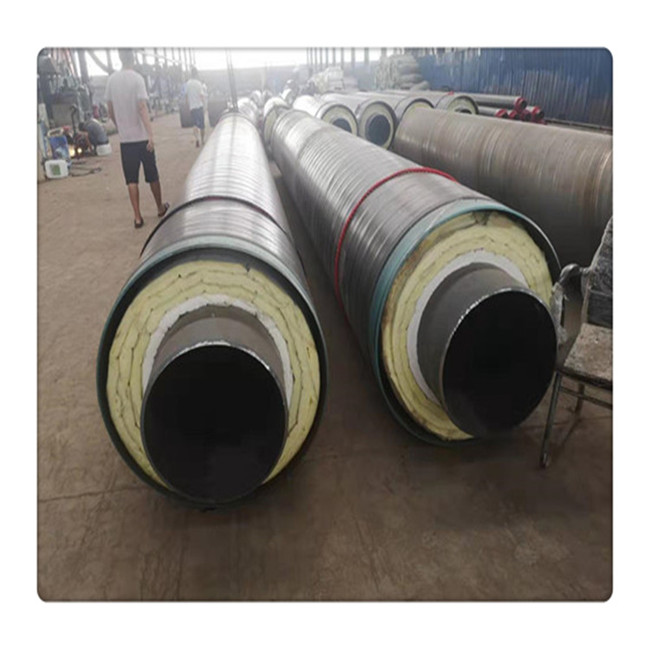
岩棉保温管
价格:635.00
焊接岩棉保温管的八种方法1、焊接的岩棉保温管管道在放样划线的基础上,按矫正管材、切开下料、坡口、组对、焊接、整理焊渣等工序进行施工。2、坡口加工及整理:管道的切开坡口,一般选用氧-***焰气割,气割完成后,用锉刀清除干净管口氧化铁。小直径管道尽量选用砂轮切开,对坡口两侧20mm范围内将油污,铁锈和水份去除,确保露出金属光泽,确保坡口外表不得有裂纹、夹层等缺点,并清除坡口内外侧污物。3、焊条、焊剂运用前,应该按说明书进行烘干,并在运用过程中坚持干燥。4、焊接施工要严格按,焊接作业指导书的规定进行。焊接设备运用前需进行检查试验,不合格设备禁止进入施工现场。焊接过程中做好自检与互检工作,做好焊接质量的过程控制。5、焊前钢套钢蒸汽保温管管口组对:管道对接焊口的组对,要做到内壁齐平,内壁错边量不可超标。管子组对点固,应由焊接同管子的焊工进行,点固用的焊条或焊丝应与正式焊接所用的相同。点焊长度为10-15mm,高度为2-4mm,且应超过管壁厚的2/3。管道焊缝外表不得裂缝、气孔、夹渣等缺点。管子、管件对点固时,应坚持焊接区域不受恶劣环境条件(风、雨)的影响。6、岩棉保温管连接时,不得强力对口,特别与设备连接部分当松开螺栓,对口部分应处于正确的方位。7、防止弧坑火口裂纹,多层焊做到层间接头错开。每条焊缝尽可能做到一次焊完,因帮***中断时,及时采取防裂措施,确认无裂纹后方可持续施焊。8、焊缝外表的焊渣整理干净,进行外观质量检查,看是否有气孔、裂纹、搀杂等焊接缺点。如存在缺点应及时进行返修,并作好返修记录。钢套钢夹层为保温棉,介质为高温蒸汽,保温棉密度一般为48kg每立方米,主要用于供热管网主管道。黑夹克夹层为聚氨酯发泡,介质为热水,聚氨酯密度一般为60kg每立方米,主要用于小区供热内部管道。钢套管(钢套钢)蒸汽直埋保温钢管埋设技术是一种防水、防漏、抗渗、抗压和全封闭的埋设新技术,是直埋敷设技术在地下水位较高地区使用的一次较大突破。它是由输送介质的钢管、防腐外套钢管以及钢管与外套钢管之间填充的超细玻璃棉组合而成,也可采用石墨、硅钙***壳及填充聚氨酯泡沫复合而成。我国对于蒸汽管道直埋技术的研究与开发,是摸索前进的,在摸索保温结构型式过程中,大致分为三个阶段。钢套钢蒸汽保温钢管外护层:***阶段:采用“塑套钢”,型式,即外护层采用高密度聚乙烯,工程实践发现,聚乙烯耐温能力太差,当局部热流外泄,很容易造成外护层蠕变、鼓胀***,聚乙烯做外护层不适用于蒸汽管道,目前已成为共识。第二阶段:采用玻璃钢做外护层,而温能力大大强于聚乙烯,加工工艺由于是采用缠挠式,与采用聚乙烯管做保护层需要穿管比较,可以克服偏心,质量有保证。但由于对玻璃钢制造工艺机理了解不透,采用了简陋方式,同时,玻璃钢外护层标准当时还没有颁布。制造的玻璃钢外护层质量低下,运输、安装过程中再违规操作,出现局部开裂***,动摇了采用玻璃外护层的信心。第三阶段:仿照国外采用钢外护层,即钢地沟型式。由于国情所限,完全仿照国外,使用单位经济难以承受,制造企业只能简易从事,但它的“优势”是前二年、三年不易发现问题,于制造商保一个运行循环有利,所以近期这种型式较为“走火”。不过建立开发、使用单位应冷静考虑遗患未来问题,如防腐、电化学、检修等问题。关于此问题还要详细探讨。)