
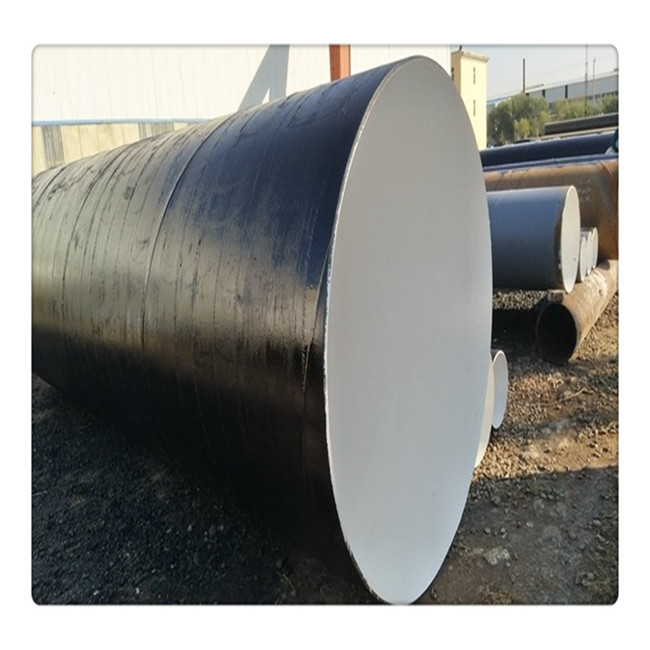
环氧煤沥青螺旋防腐钢管
价格:35.00
环氧煤沥青螺旋防腐钢管环氧煤沥青防腐蚀涂料由环氧与煤沥青两种主要成分组成,是甲(环氧)乙(固化剂)双组份涂料,具有优良的附着力、坚韧性、耐潮湿、耐水、耐化学介质,具有防止各种离子穿过漆膜的性能,具有与被涂物件同膨胀同收缩的特性。漆膜从不脱落、龟裂。厚度0.5~1.0mm。环氧煤沥青是性价比较高的一种防腐形式,工程实测表明,用环氧煤沥青外加阴极保护。石油、燃气管道使用二十年基本没有发生腐蚀现象。组成部分组份为环氧煤沥青底漆和面漆,都是以环氧树脂和煤沥青为主要成膜物,添加各种防锈颜料、绝缘性填料、增韧剂、流平剂、稀释剂、防沉剂等制成,B组份是改性胺类固化剂或以固化剂为主料,添加颜填料制成。本产品销售时A、B组份配套供应,施工时按比例混合,搅拌均匀后在规定时间内用完。产品特点1、本产品为高性能防腐涂料,360puhao涂层光滑、致密、坚硬,粘结力强,耐盐碱、耐海水、耐土壤微生物腐蚀、抗植物根茎穿透性等均***。涂料与玻璃纤维布复合使用,可增强防腐层的机械性能。2、常温涂敷,自然固化,施工简便,可使用手工或机械施工,特别适合现场使用技术指标环氧煤沥青螺旋防腐钢管施工注意事项;(1)施工时如遇到雨、雪、雾、风沙等恶劣气候情况时,不应进行防腐层的露天施工。施工环境的相对湿度不应大于85%。未固化的防腐管应防止雨水浸淋。(2)钢管表面防腐必须达到实干后才能出厂或拼接。运输吊装过程中,必须采用胶垫保护,露天堆放的防腐管一般不得超过3个月,否则要对成品管重新进行检查(3)成品管在吊装运输过程中若被碰伤,应及时进行修补。先铲除已损坏的防腐层,然后小心缠布、刷底漆至规定的厚度,搭接处宽度不应小于100mm。(4)涂料应存放在阴凉通风处,且远离火源、热源,在施工现场严禁明火,要有良好的通风条件和采取可靠的安全措施,以防***、火灾事故的发生环氧煤沥青防腐钢管防腐层质量检验要求;环氧煤沥青螺旋防腐钢管(1)外观检查。对涂刷过的钢管用目测逐根检查,要求防腐层表面平整、无褶皱和鼓泡,玻璃布网孔为面漆所灌满。(2)厚度检查。按设计要求的防腐层厚度,用超声波测厚仪进行检测。正常生产时,每班生产的防腐管应按产品根数的5%抽查,每根测3个断面,每个断面测上、下、左、右4个点。以*薄点为准。若不合格时,需加倍抽检。其中有一根不合格,该班生产的防腐管需逐根检查。(3)防腐层的连续完整性检查。用高压电火花检漏仪检测,施工现场内壁检测电压为3000V,外壁为5000V,对防腐管逐根进行检查,以不打火花为合格。(4)粘附力检查。在成品管上(防腐层固化后),用小刀割开一个舌型切口,用力撕切口处的防腐层,应不易撕开,且***处管面仍为漆膜所覆盖而不***为合格(5)合格防腐管的标志。经检查合格的防腐管,应在管壁上标明钢管长度、防腐厂编号等,并填好各项记录环氧煤沥青防腐螺旋钢管防腐层检验:⑴防腐层表干、实干与固化:表干--用手轻触不粘手;实干--用手指推不移动;固化--用手指甲重刻不留刻痕.⑵外观检验:涂层外观光滑平整、颜色均匀一致,无气泡、流挂及开裂和剥落。对涂敷过的管材要逐根检查.⑶厚度检验:以防腐层等级所规定的厚度为标准,用防腐层测厚仪进行检测。每20根管抽查1根,每根测3个相隔一定距离的截面,每截面测上、下、左、右4点,如*薄点低于规定厚度,则为不合格再抽查2根,其中1根仍不合格时,全部为不合格。厚度不合格的防腐管,应在涂层未固化前修补至合格.①表面涂装施工时和施工后,应对涂装过的工件进行保护,防止飞扬尘土和其它杂物。②涂装后的处理检查,应该是涂层颜色一致,色泽鲜明光亮,无皱皮,起泡,流挂,漏涂等缺陷。③涂装漆膜厚度的测定,用触点式漆膜测厚仪测定漆膜厚度,漆膜测厚仪一般测定3点厚度,取其平均值。防止涂膜“泛白”环氧煤沥青涂料按其使用功能分为环氧煤沥青底漆和环氧煤沥青面漆两类。本公司环氧煤沥青底漆为溶剂型产品;环氧煤沥青面漆为系列产品,按固体含量分为无溶剂型(GH201)和厚浆型(GH202)两类,又按涂层使用时的耐热温度分为耐温型(在150℃内使用,加注W)和标准型(在100℃内使用),供用户按防腐工程实际要求选用。本产品企业标准为Q/DH02-2009《液体环氧防腐涂料》,其技术指标与中国石油***行业标准SY/T0447-96《埋地钢质管道环氧煤沥青防腐层技术标准》和SY/T0457-2000《钢质管道液体环氧涂料内防腐层技术标准》等同,也符合美国自来水厂协会标准AWWAC210-03《钢质水管道液体环氧涂料内外防腐层》的要求.螺旋焊接钢管生产厂家为了提高管道的寿命,制作出来就会对其表面进行加工处理,也是生产的一个步骤。我们常使用的方法有清洗、工具除锈、酸洗、喷抛丸除锈四类。清洗主要是将附着在螺旋管表面的油脂、灰尘、润滑剂等物质,如果通过清洗不能完成的物质那么会选择酸洗,其中又分为化学和电解两种,对管道有防腐的作用。焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经。带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查。每根钢管经过静水压试验,压力采用径向密封。试验压力和时间都由钢管水压微机检测装置严格控制。试验参数自动打印记录。管端机械加工,使端面垂直度,坡口角和钝边得到准确控制。低合金结构钢钢带按一定的螺旋线的角度(叫成型角)卷成管坯,然后将管缝焊接起来制成,它可以用较窄的带钢生产大直径的钢管。螺旋管主要用于石油、***的输送管线,其规格用外径*壁厚表示。螺旋管有单面焊的和双面焊的,焊管应保证水压试验、焊缝的抗拉强度和冷弯性能要符合规定。螺旋钢管的特点:螺旋钢管的强度一般比直缝焊管高,能用较窄的坯料出产管径较大的焊管,还可以用同样宽度的坯料出产管径不同的焊管。但是与相同长度的直缝管比拟,焊缝长度增加30~%,而且出产速度较低。螺旋焊管产量在比例上要远远大于无缝钢管,在各个领域争夺无缝管的市场,热镀锌管在螺旋焊管管型中,ERW螺旋焊管在产量上占主导地位,而且在油气长输管线,城市燃气管线的使用领域内向直缝埋弧焊管和螺旋埋弧焊管争夺市场。相比于普通的钢结构,钢管结构有以下优势:一,相比于普通开口截面形式的型钢而言,圆管和方(矩)形截面具有表面平整,和外表面积小等特点,螺旋钢管,有利于节省防腐和防火涂料,大口径国标螺旋钢管。下跌0.9点,型材价格指数预计在166.5点附近波动,提高1.0点,板材价格指数预计在148.1点附近波动,下跌1.2点,管材价格指数预计在167.1点附近波动。螺旋钢管的焊缝是螺旋形状,直缝钢管的焊缝是一条直线。直缝钢管是将热轧卷板经过成型机成型后,利用高频电流的集肤效应和邻近效应使管坯边缘加热熔化,在挤压辊的作用下进行压力焊接来实现生产钢管。螺旋钢管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。螺旋埋弧焊管焊缝呈螺旋线分布,焊缝长,尤其是处于动态条件下焊接时,焊缝还来不及冷却就离开了成型点,极易产生焊接热裂纹。裂纹的方向和焊缝平行,和钢管轴线成一定夹角,一般在30-70°之间。这个角度刚好与剪切***角度相一致,因此其抗弯、抗拉、抗压和抗扭性能远不如直缝埋弧焊管,同时由于焊接位置限制,产生的马鞍形和鱼脊形焊缝影响美观。另外,施工过程中,螺旋焊母管节点处的相贯线焊缝割裂了螺旋缝,产生较大的焊接应力,因而削弱构件的安全性能,因此应加强螺旋焊管焊缝的无损检测力度,确保焊接质量,否则在重要的钢结构场合不宜使用螺旋埋弧焊管。)